









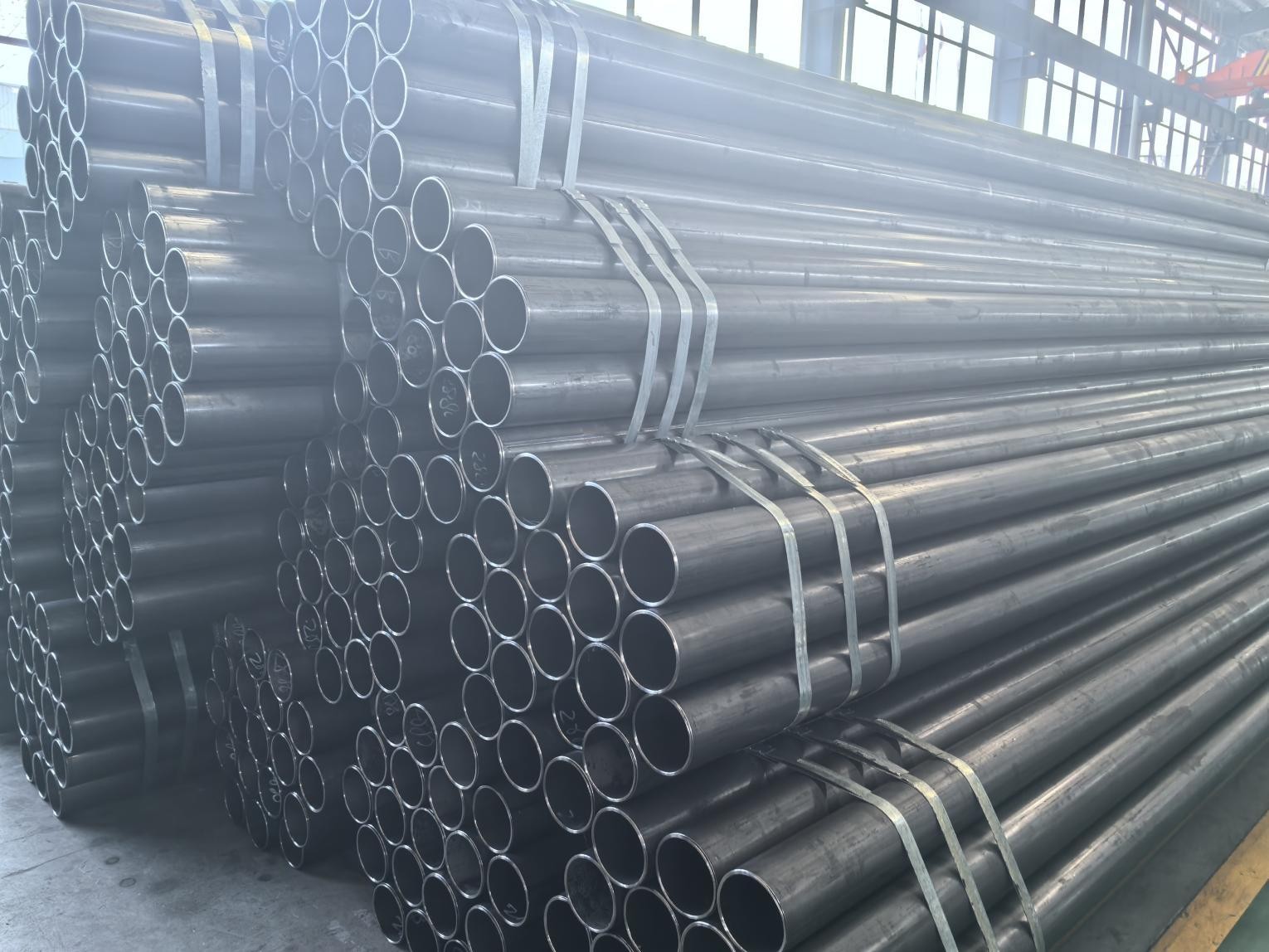
ওমিক স্টিল উচ্চমানের ইস্পাত পাইপ উৎপাদনে বিশেষজ্ঞ যা মেনে চলেডিআইএন ২৩৯১মান। আমাদের পাইপগুলি কাঠামোগত, যান্ত্রিক এবং তরল পরিবহন ব্যবস্থা সহ বিভিন্ন ধরণের অ্যাপ্লিকেশনের জন্য ডিজাইন করা হয়েছে। উন্নত উৎপাদন প্রযুক্তি এবং কঠোর মান নিয়ন্ত্রণ প্রক্রিয়া ব্যবহার করে, আমরা নিশ্চিত করি যে আমাদের পণ্যগুলি আন্তর্জাতিক মান পূরণ করে, অতুলনীয় স্থায়িত্ব, নির্ভুলতা এবং কর্মক্ষমতা প্রদান করে।
আমাদের স্টিলের পাইপগুলি আইডলার, হাইড্রোলিক এবং নিউমেটিক সিলিন্ডার, মেকানিক্যাল এবং অটোমোটিভ ইঞ্জিনিয়ারিং, যন্ত্রপাতি, তেল সিলিন্ডার টিউব, মোটরসাইকেল শক অ্যাবজর্বর স্টিল টিউব এবং অটো শক অ্যাবজর্বর অভ্যন্তরীণ সিলিন্ডারে ব্যবহারের জন্য বিশেষভাবে উপযুক্ত। এই অ্যাপ্লিকেশনগুলির জন্য উচ্চ-শক্তি, নির্ভুলতা-প্রকৌশলী পাইপ প্রয়োজন যা চাহিদাপূর্ণ পরিবেশে চমৎকার নির্ভরযোগ্যতা এবং কর্মক্ষমতা প্রদান করে।
ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব উৎপাদন পরিসীমা:
- বাইরের ব্যাস (ওডি): ৬ মিমি থেকে ৪০০ মিমি
- প্রাচীরের পুরুত্ব (WT): ১ মিমি থেকে ১৮ মিমি
- দৈর্ঘ্য: প্রকল্পের প্রয়োজনীয়তার উপর নির্ভর করে কাস্টম দৈর্ঘ্য উপলব্ধ, সাধারণত 6 মিটার থেকে 12 মিটার পর্যন্ত।
ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব সহনশীলতা:
| প্যারামিটার | সহনশীলতা |
| বাইরের ব্যাস (ওডি) | ± ০.০১ মিমি |
| প্রাচীরের পুরুত্ব (WT) | নির্দিষ্ট প্রাচীর বেধের ± 0.1 মিমি |
| ডিম্বাকৃতি (ডিম্বাকৃতি) | ০.১ মিমি |
| দৈর্ঘ্য | ± ৫ মিমি |
| সরলতা | সর্বোচ্চ ১ মিমি প্রতি মিটার |
| সারফেস ফিনিশ | গ্রাহকের স্পেসিফিকেশন অনুসারে (সাধারণত: মরিচা-বিরোধী তেল, হার্ড ক্রোম প্লেটিং, নিকেল ক্রোমিয়াম প্লেটিং, বা অন্যান্য আবরণ) |
| প্রান্তের বর্গক্ষেত্র | ± ১° |

ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব রাসায়নিক গঠন
| স্ট্যান্ডার্ড | শ্রেণী | রাসায়নিক উপাদান (%) | |||||
| প্রতীক | উপাদান নং | C | Si | Mn | P | S | |
| DIN2391 সম্পর্কে | সেন্ট ৩০ সি | ১.০২১১ | ≤০.১০ | ≤০.৩০ | ≤০.৫৫ | ≤০.০২৫ | ≤০.০২৫ |
| সেন্ট ৩০ আল | ১.০২১২ | ≤০.১০ | ≤০.০৫ | ≤০.৫৫ | ≤০.০২৫ | ≤০.০২৫ | |
| সেন্ট ৩৫ | ১.০৩০৮ | ≤০.১৭ | ≤০.৩৫ | ≥০.৪০ | ≤০.০২৫ | ≤০.০২৫ | |
| সেন্ট ৫ | ১.০৪০৮ | ≤০.২১ | ≤০.৩৫ | ≥০.৪০ | ≤০.০২৫ | ≤০.০২৫ | |
| সেন্ট ৫২ | ১.০৫৮ | ≤০.২২ | ≤০.৫৫ | ≤১.৬০ | ≤০.০২৫ | ≤০.০২৫ | |
নিম্নলিখিত সংকর ধাতু যোগ করা যেতে পারে: Nb: ≤ 0,03 %; Ti: ≤ 0,03 %; V: ≤ 0,05 %; Nb + Ti + V: ≤ 0,05 %
ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব ডেলিভারি শর্তাবলী
টিউবগুলি ঠান্ডা টানা বা ঠান্ডা ঘূর্ণিত প্রক্রিয়া থেকে তৈরি করা হবে। টিউবগুলি নিম্নলিখিত সরবরাহ শর্তগুলির মধ্যে একটিতে সরবরাহ করা হবে:
| পদবী | প্রতীক | বিবরণ |
| ঠান্ডা শেষ (কঠিন) | BK | চূড়ান্ত ঠান্ডা গঠনের পর টিউবগুলিকে তাপ চিকিত্সার মধ্য দিয়ে যেতে হয় না এবং তাই, বিকৃতির বিরুদ্ধে তাদের প্রতিরোধ ক্ষমতা বেশ বেশি। |
| ঠান্ডা সমাপ্ত (নরম) | BKW সম্পর্কে | চূড়ান্ত তাপ চিকিত্সার পরে ঠান্ডা অঙ্কন করা হয় যার মধ্যে সীমিত বিকৃতি থাকে। উপযুক্ত আরও প্রক্রিয়াকরণের ফলে একটি নির্দিষ্ট মাত্রায় ঠান্ডা গঠন সম্ভব হয় (যেমন বাঁকানো, প্রসারণ)। |
| ঠান্ডা কেটে গেছে এবং চাপমুক্ত হয়েছে | বিকেএস | শেষ ঠান্ডা গঠন প্রক্রিয়ার পরে তাপ চিকিত্সা প্রয়োগ করা হয়। উপযুক্ত প্রক্রিয়াকরণ অবস্থার সাপেক্ষে, জড়িত অবশিষ্ট চাপের বৃদ্ধি একটি নির্দিষ্ট মাত্রায় গঠন এবং যন্ত্র উভয়কেই সক্ষম করে। |
| অ্যানিল করা | জিবিকে | শেষ ঠান্ডা গঠন প্রক্রিয়াটি একটি নিয়ন্ত্রিত বায়ুমণ্ডলে অ্যানিলিং দ্বারা অনুসরণ করা হয়। |
| স্বাভাবিক করা হয়েছে | এনবিকে | শেষ ঠান্ডা গঠন প্রক্রিয়াটি একটি নিয়ন্ত্রিত বায়ুমণ্ডলে উপরের রূপান্তর বিন্দুর উপরে অ্যানিলিং দ্বারা অনুসরণ করা হয়। |
ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব যান্ত্রিক বৈশিষ্ট্য।
| ঘরের তাপমাত্রায় যান্ত্রিক বৈশিষ্ট্য | |||||||||||||
| ইস্পাত গ্রেড | ডেলিভারি অবস্থার জন্য সর্বনিম্ন মান | ||||||||||||
| ইস্পাতের নাম | ইস্পাত সংখ্যা | BK | BKW সম্পর্কে | বিকেএস | জিবিকে | এনবিকে | |||||||
| Rm | ক% | Rm | ক% | Rm | রেহ | ক% | Rm | ক% | Rm | রেহ | ক% | ||
| এমপিএ | এমপিএ | এমপিএ | এমপিএ | এমপিএ | এমপিএ | এমপিএ | |||||||
| সেন্ট ৩০ সি | ১.০২১১ | ৪৩০ | 8 | ৩৮০ | 12 | ৩৮০ | ২৮০ | 16 | ২৮০ | 30 | ২৯০ থেকে ৪২০ | ২১৫ | 30 |
| সেন্ট ৩০ আল | ১.০২১২ | ৪৩০ | 8 | ৩৮০ | 12 | ৩৮০ | ২৮০ | 16 | ২৮০ | 30 | ২৯০ থেকে ৪২০ | ২১৫ | 30 |
| সেন্ট ৩৫ | ১.০৩০৮ | ৪৮০ | 6 | ৪২০ | 10 | ৪২০ | ৩১৫ | 14 | ৩১৫ | 25 | ৩৪০ থেকে ৪৭০ | ২৩৫ | 25 |
| সেন্ট ৪৫ | ১.০৪০৮ | ৫৮০ | 5 | ৫২০ | 8 | ৫২০ | ৩৭৫ | 12 | ৩৯০ | 21 | ৪৪০ থেকে ৫৭০ | ২৫৫ | 21 |
| সেন্ট ৫২ | ১.০৫৮০ | ৬৪০ | 4 | ৫৮০ | 7 | ৫৮০ | ৪২০ | 10 | ৪৯০ | 22 | ৪৯০ থেকে ৬৩০ | ৩৫৫ | 22 |
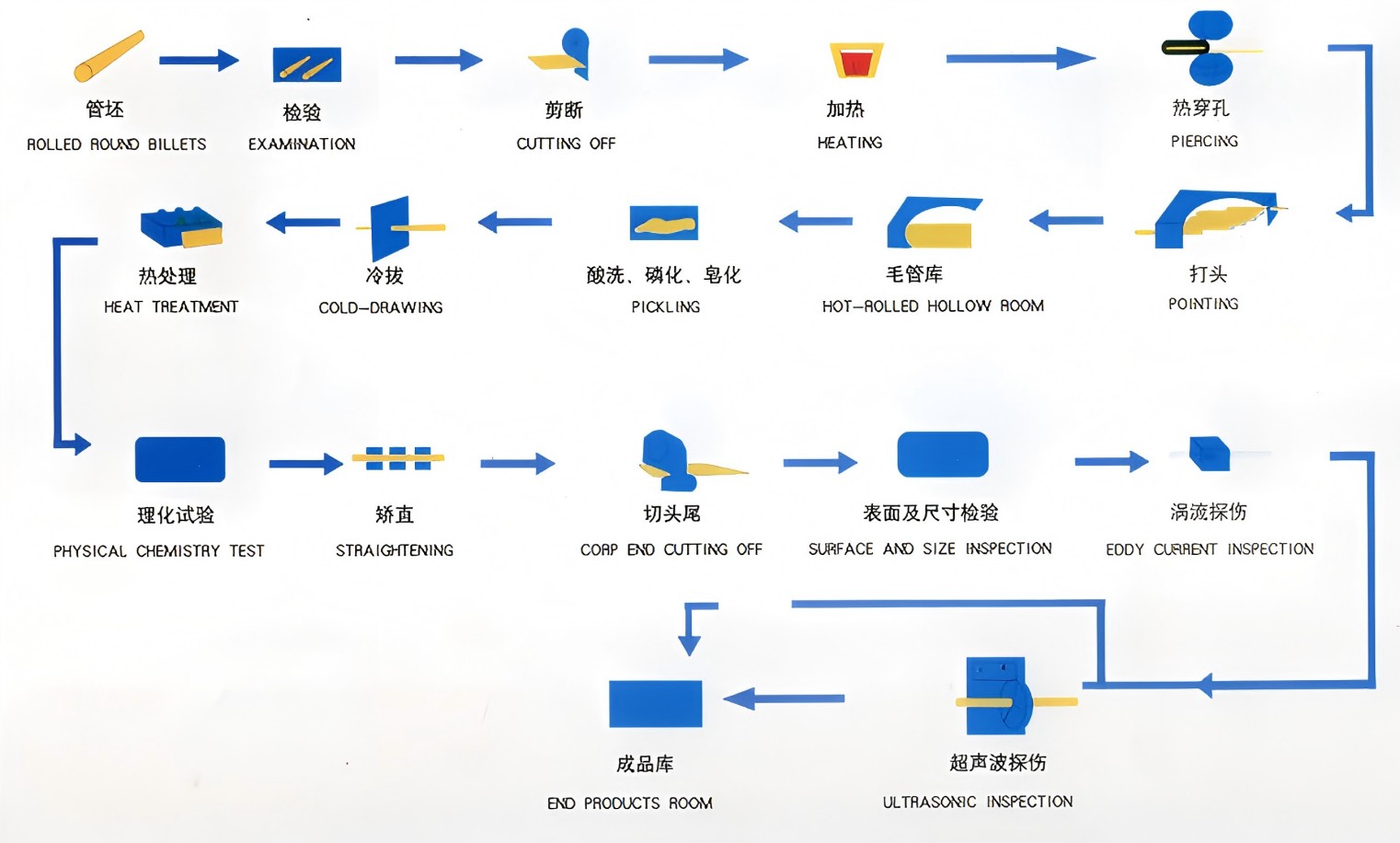
ডিআইএন ২৩৯১ বিজোড় নির্ভুলতা টিউব উৎপাদন প্রক্রিয়া:
- ·ঘূর্ণিত গোলাকার বিলেট: উৎপাদন শুরু হয় ঘূর্ণিত গোলাকার বিলেট ব্যবহার করে, যা ইস্পাত রডের আকারে প্রাথমিক কাঁচামাল।
- ·পরীক্ষা: পরবর্তী ধাপে যাওয়ার আগে এই বিলেটগুলি প্রথমে গুণমান এবং ধারাবাহিকতার জন্য পরীক্ষা করা হয় যাতে নিশ্চিত করা যায় যে তারা প্রয়োজনীয় মান পূরণ করে।
- ·কাটা বন্ধ: পরবর্তী প্রক্রিয়াকরণের প্রয়োজনীয়তা পূরণের জন্য বিলেটগুলি কাঙ্ক্ষিত দৈর্ঘ্যে কাটা হয়।
- ·গরম করা: কাটা বিলেটগুলিকে উচ্চ তাপমাত্রায় উত্তপ্ত করা হয় যাতে নিম্নলিখিত ধাপগুলিতে আরও বিকৃতির জন্য উপযুক্ত হয়।
- ·ছিদ্র: উত্তপ্ত বিলেটগুলিকে তারপর ছিদ্র করে একটি ফাঁপা কেন্দ্র তৈরি করা হয়, যা বিজোড় পাইপের মৌলিক কাঠামো তৈরি করে।
- ·হট-রোল্ড ফাঁপা ঘর: পাইপটিকে আরও আকৃতি দেওয়ার জন্য ফাঁপা বিলেটগুলিকে গরম-ঘূর্ণায়মান করা হয়।
- ·ঠান্ডা-আঁকা: এরপর গরম ঘূর্ণিত পাইপগুলিকে নিয়ন্ত্রিত অবস্থায় একটি ডাইয়ের মাধ্যমে টানা হয়, যার ফলে ব্যাস এবং বেধ হ্রাস পায় এবং পাইপের মাত্রা পরিমার্জিত হয়।
- ·আচার: উৎপাদন প্রক্রিয়ার সময় তৈরি হওয়া যেকোনো পৃষ্ঠের আঁশ বা অমেধ্য অপসারণের জন্য পাইপগুলিকে অ্যাসিড দ্রবণে আচার করা হয়।
- ·তাপ চিকিত্সা: পাইপগুলিকে তাপ চিকিত্সার আওতায় আনা হয়, যার মধ্যে তাদের যান্ত্রিক বৈশিষ্ট্য উন্নত করতে এবং চাপ কমাতে অ্যানিলিংয়ের মতো প্রক্রিয়া জড়িত।
- ·ভৌত রসায়ন পরীক্ষা: পাইপগুলি প্রয়োজনীয় উপাদানের স্পেসিফিকেশন এবং বৈশিষ্ট্যগুলি পূরণ করে কিনা তা নিশ্চিত করার জন্য ভৌত এবং রাসায়নিক পরীক্ষার মধ্য দিয়ে যায়।
- ·সোজা করা: তাপ চিকিত্সার পর, পাইপগুলিকে সোজা করা হয় যাতে তাদের অভিন্নতা এবং নির্ভুলতা নিশ্চিত করা যায়।
- ·কয়েল এন্ড কাটিং অফ: পাইপের প্রান্তগুলি প্রয়োজনীয় দৈর্ঘ্যে ছাঁটা হয়।
- ·পৃষ্ঠ এবং আকার পরিদর্শন: পাইপগুলির পৃষ্ঠের ত্রুটিগুলির জন্য পুঙ্খানুপুঙ্খভাবে পরিদর্শন করা হয় এবং গুণমান নিশ্চিত করার জন্য মাত্রিক নির্ভুলতা পরীক্ষা করা হয়।
- ·এডি কারেন্ট পরিদর্শন: এই অ-ধ্বংসাত্মক পরীক্ষাটি খালি চোখে দৃশ্যমান নাও হতে পারে এমন কোনও পৃষ্ঠের ফাটল বা ত্রুটি সনাক্ত করতে ব্যবহৃত হয়।
- ·অতিস্বনক পরিদর্শন: পাইপের শক্তি বা অখণ্ডতাকে প্রভাবিত করতে পারে এমন কোনও অভ্যন্তরীণ ত্রুটি বা ত্রুটি সনাক্ত করার জন্য পাইপগুলির অতিস্বনক পরীক্ষা করা হয়।
- ·শেষ পণ্য কক্ষ: অবশেষে, সমাপ্ত পাইপগুলি শেষ পণ্য কক্ষে পাঠানো হয়, যেখানে সেগুলি প্যাকেজ করা হয় এবং চালানের জন্য প্রস্তুত করা হয়।
পরীক্ষা ও পরিদর্শন:
ওমিক স্টিল নিম্নলিখিত পরীক্ষার মাধ্যমে allDIN 2391 সিমলেস প্রিসিশন টিউবের জন্য সম্পূর্ণ ট্রেসেবিলিটি এবং গুণমানের নিশ্চয়তার নিশ্চয়তা দেয়:
- মাত্রিক পরিদর্শন: OD, WT, দৈর্ঘ্য, ডিম্বাকৃতি এবং সরলতার পরিমাপ।
- যান্ত্রিক পরীক্ষা:
- প্রসার্য পরীক্ষা
- প্রভাব পরীক্ষা
- কঠোরতা পরীক্ষা
- অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):রাসায়নিক বিশ্লেষণ: বর্ণালী পদ্ধতি ব্যবহার করে উপাদানের গঠন যাচাই করার জন্য পরিচালিত।
- অভ্যন্তরীণ ত্রুটির জন্য এডি কারেন্ট পরীক্ষা
- প্রাচীরের পুরুত্ব এবং অখণ্ডতার জন্য অতিস্বনক পরীক্ষা (UT)
- হাইড্রোস্ট্যাটিক পরীক্ষা: পাইপের অভ্যন্তরীণ চাপ সহ্য করার ক্ষমতা পরীক্ষা করা, যাতে কোনও ব্যর্থতা ছাড়াই তা পরীক্ষা করা যায়।
ল্যাবরেটরি এবং মান নিয়ন্ত্রণ:
DIN 2391 Seamless Precision Tubes মানদণ্ডের সাথে সম্মতি নিশ্চিত করার জন্য Womic Steel উন্নত পরীক্ষা এবং পরিদর্শন সরঞ্জাম সহ একটি সম্পূর্ণ সজ্জিত পরীক্ষাগার পরিচালনা করে। আমাদের প্রযুক্তিগত বিশেষজ্ঞরা পাইপের প্রতিটি ব্যাচের নিয়মিত অভ্যন্তরীণ মান পরীক্ষা করেন। পাইপের গুণমানের বহিরাগত যাচাইয়ের জন্য আমরা স্বাধীন তৃতীয় পক্ষের সংস্থার সাথেও ঘনিষ্ঠভাবে কাজ করি।
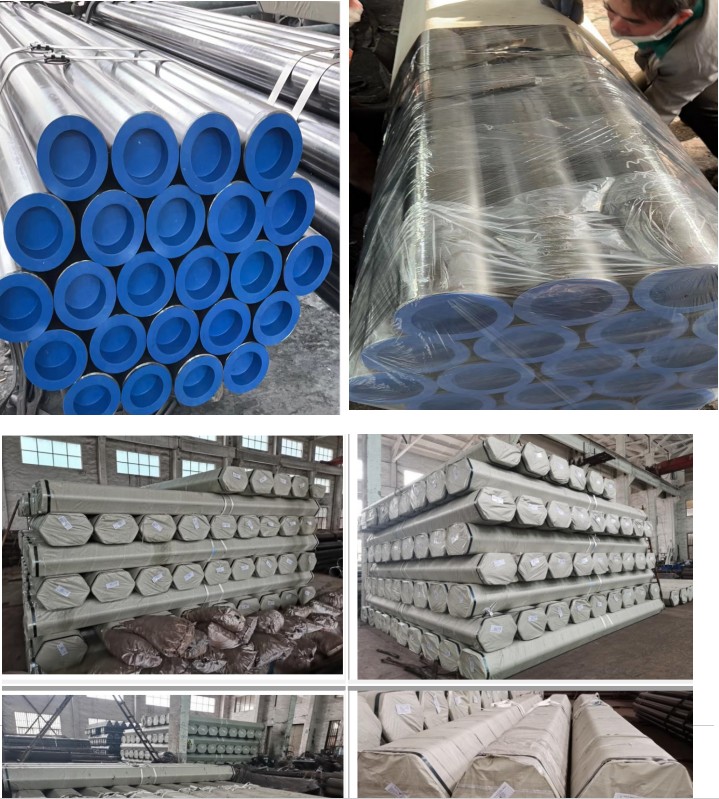
প্যাকেজিং
প্রতিরক্ষামূলক আবরণ: পরিবহন এবং সংরক্ষণের সময় জারণ বা মরিচা রোধ করার জন্য প্রতিটি টিউব পরিষ্কার করা হয় এবং একটি জারা-বিরোধী স্তর দিয়ে প্রলেপ দেওয়া হয়। এর মধ্যে গ্রাহকের প্রয়োজনীয়তা অনুসারে তেল, মোম বা অন্যান্য প্রতিরক্ষামূলক আবরণের একটি স্তর অন্তর্ভুক্ত থাকতে পারে।
শেষ ক্যাপস: হ্যান্ডলিং এবং পরিবহনের সময় ময়লা, আর্দ্রতা এবং ক্ষতি রোধ করার জন্য টিউবের উভয় প্রান্ত প্লাস্টিক বা ধাতব প্রান্তের ক্যাপ দিয়ে সিল করা হয়।
বান্ডলিং: টিউবগুলি পরিচালনাযোগ্য প্যাকেজগুলিতে বান্ডিল করা হয়, সাধারণত স্ট্যান্ডার্ড শিপিং প্রয়োজনীয়তার সাথে সামঞ্জস্যপূর্ণ দৈর্ঘ্যে। বান্ডিলগুলিকে স্টিলের স্ট্র্যাপ, প্লাস্টিকের ব্যান্ড বা বোনা স্ট্র্যাপ দিয়ে মোড়ানো হয় যাতে সেগুলি নিরাপদে একসাথে ধরে রাখা যায়।
টিউবগুলির মধ্যে সুরক্ষা: সরাসরি সংস্পর্শ এড়াতে এবং আঁচড় বা ক্ষতি রোধ করতে, বান্ডিলের মধ্যে থাকা টিউবগুলিকে প্রায়শই কার্ডবোর্ড, কাঠের স্পেসার বা ফোম ইনসার্টের মতো সুরক্ষামূলক উপকরণ দ্বারা পৃথক করা হয়।
প্যাকেজিং উপাদান: পরিবহনের সময় অক্ষত থাকা এবং ধুলো এবং আর্দ্রতা থেকে সুরক্ষিত থাকার জন্য টিউবের বান্ডিলগুলি প্রায়শই সঙ্কুচিত মোড়ক বা ভারী-শুল্ক প্লাস্টিকের ফিল্মে মোড়ানো হয়।
সনাক্তকরণ এবং লেবেলিং: প্রতিটি প্যাকেজে পণ্যের বিবরণ স্পষ্টভাবে চিহ্নিত করা থাকে, যার মধ্যে রয়েছে স্টিলের গ্রেড, মাত্রা (ব্যাস, বেধ, দৈর্ঘ্য), পরিমাণ, ব্যাচ নম্বর এবং অন্যান্য প্রাসঙ্গিক স্পেসিফিকেশন। লেবেলে "শুকনো রাখুন" বা "যত্নের সাথে পরিচালনা করুন" এর মতো পরিচালনার নির্দেশাবলী অন্তর্ভুক্ত থাকতে পারে।

পরিবহন
পরিবহনের ধরণ:
সমুদ্র মালবাহী: আন্তর্জাতিক চালানের জন্য, বিরামবিহীন নির্ভুল টিউবগুলি সাধারণত সমুদ্রপথে পাঠানো হয়। টিউবের আকার এবং দৈর্ঘ্যের উপর নির্ভর করে বান্ডিলগুলি শিপিং পাত্রে বা ফ্ল্যাট র্যাকে লোড করা হয়।
রেল বা সড়ক পরিবহন: গার্হস্থ্য বা আঞ্চলিক চালানের জন্য, টিউবগুলি রেল বা সড়কপথে পরিবহন করা যেতে পারে, ফ্ল্যাটবেড ট্রাকে বা পাত্রে লোড করা যেতে পারে।
লোডিং এবং সুরক্ষিতকরণ: পরিবহন যানবাহনে লোড করার সময়, বান্ডিলগুলি নিরাপদে বেঁধে রাখা হয় যাতে পরিবহনের সময় স্থানান্তর বা নড়াচড়া রোধ করা যায়। এটি স্টিলের স্ট্র্যাপ, প্লাস্টিকের ব্যান্ড এবং কন্টেইনার বা ট্রাকের মধ্যে অতিরিক্ত ব্রেসিং ব্যবহার করে অর্জন করা যেতে পারে। সমুদ্র মালবাহী পরিবহনের জন্য, যদি টিউবগুলি কন্টেইনারে না থাকে, তবে প্রায়শই সেগুলিকে সমতল র্যাকে লোড করা হয় এবং বৃষ্টি বা নোনা জলের সংস্পর্শের মতো আবহাওয়ার পরিস্থিতি থেকে রক্ষা করার জন্য অতিরিক্ত টার্প বা কভার দিয়ে সুরক্ষিত করা হয়।
জলবায়ু নিয়ন্ত্রণ: প্রয়োজনে (বিশেষ করে আর্দ্র বা উপকূলীয় অঞ্চলে), পরিবহনের সময় পরিবেশগত কারণগুলির কারণে কোনও ক্ষতি রোধ করার জন্য নিয়ন্ত্রিত পরিবহন পরিস্থিতি (যেমন, তাপমাত্রা এবং আর্দ্রতা নিয়ন্ত্রণ) ব্যবস্থা করা যেতে পারে।
ডকুমেন্টেশন: কাস্টমস ক্লিয়ারেন্স এবং পরিবহন ট্র্যাকিংয়ের জন্য যথাযথ শিপিং ডকুমেন্ট প্রস্তুত করা হয়, যার মধ্যে রয়েছে বিল অফ লেডিং, সার্টিফিকেট অফ অরিজিন, কোয়ালিটি সার্টিফিকেট এবং অন্যান্য প্রয়োজনীয় নিয়ন্ত্রক ডকুমেন্ট।
বীমা: পরিবহনের সময় সম্ভাব্য ক্ষতি, ক্ষতি বা চুরি থেকে রক্ষা করার জন্য, চালানের জন্য, বিশেষ করে আন্তর্জাতিক চালানের জন্য, বীমা কভারেজের ব্যবস্থা করার পরামর্শ দেওয়া হচ্ছে।
ওমিক স্টিল নির্বাচনের সুবিধা:
- যথার্থ উৎপাদন: আমাদের অত্যাধুনিক উৎপাদন প্রক্রিয়াগুলি আমাদের ব্যাস, দেয়ালের বেধ এবং ডিম্বাকৃতির জন্য কঠোরতম সহনশীলতা পূরণ করতে দেয়।
- উচ্চমানের উপকরণ: আমরা বিশ্বস্ত সরবরাহকারীদের কাছ থেকে কেবলমাত্র সর্বোচ্চ মানের ইস্পাত সংগ্রহ করি, যা চমৎকার যান্ত্রিক বৈশিষ্ট্য এবং ক্ষয় প্রতিরোধ ক্ষমতা নিশ্চিত করে।
- কাস্টমাইজেশন: আমরা গ্রাহকের চাহিদার উপর ভিত্তি করে তৈরি সমাধান অফার করি, যার মধ্যে রয়েছে নির্দিষ্ট দৈর্ঘ্য, পৃষ্ঠের চিকিৎসা এবং প্যাকেজিং বিকল্প।
- ব্যাপক পরীক্ষা: আমাদের কঠোর পরীক্ষার পদ্ধতির মাধ্যমে, আমরা নিশ্চিত করি যে প্রতিটি পাইপ সমস্ত প্রযুক্তিগত এবং নিয়ন্ত্রক প্রয়োজনীয়তা পূরণ করে, নির্ভরযোগ্য এবং টেকসই কর্মক্ষমতা প্রদান করে।
- অভিজ্ঞ দল: আমাদের প্রকৌশলী এবং প্রযুক্তিবিদদের দল অত্যন্ত দক্ষ এবং জ্ঞানী, উৎপাদন এবং গ্রাহক পরিষেবার সর্বোচ্চ মান নিশ্চিত করে।
- সময়মতো ডেলিভারি: আমরা একটি নির্ভরযোগ্য লজিস্টিক নেটওয়ার্কের সাথে কাজ করি, বিশ্বের যেকোনো প্রান্তে সময়মত ডেলিভারি নিশ্চিত করি।
উপসংহার:
ওমিক স্টিলের DIN 2391 সিমলেস প্রিসিশন টিউবগুলি উচ্চ কর্মক্ষমতা, স্থায়িত্ব এবং সুনির্দিষ্ট উৎপাদনের সমার্থক। গুণমান এবং গ্রাহক সন্তুষ্টির প্রতি আমাদের প্রতিশ্রুতি আমাদের স্টিল পাইপ উৎপাদনে শীর্ষস্থানীয় হিসেবে আলাদা করে। নির্মাণ, যন্ত্রপাতি বা তরল ব্যবস্থা যাই হোক না কেন, আমাদের পণ্যগুলি নির্ভরযোগ্যতা এবং শক্তির সর্বোচ্চ মান পূরণের জন্য ডিজাইন করা হয়েছে।
উচ্চমানের স্টেইনলেস স্টিল পাইপ ও ফিটিং এবং অপ্রতিরোধ্য ডেলিভারি পারফরম্যান্সের জন্য আপনার নির্ভরযোগ্য অংশীদার হিসেবে ওমিক স্টিল গ্রুপকে বেছে নিন। স্বাগতম জিজ্ঞাসা!
ওয়েবসাইট: www.womicsteel.com
ইমেইল: sales@womicsteel.com
টেলিফোন/হোয়াটসঅ্যাপ/ওয়েচ্যাট: ভিক্টর: +৮৬-১৫৫৭৫১০০৬৮১ অথবা জ্যাক: +৮৬-১৮৩৯০৯৫৭৫৬৮

সংশ্লিষ্ট পণ্য
-

ASTM A213 / ASME SA213 T11 T22 অ্যালয় স্টিল সীম...
-

ASTM A178 বয়লার টিউব টেকনিক্যাল ডেটা শিট
-

PH2800 XPC বৈদ্যুতিক বেলচা যন্ত্রাংশ ট্র্যাক জুতা
-

ক্রলার ট্র্যাক জুতা সমাবেশ এবং আন্ডারক্যারেজ সি...
-

JIS G3454 STPG 370 কার্বন স্টিল পাইপ প্রেসার...
-

DIN 2445-প্রত্যয়িত বিজোড় ইস্পাত টিউব প্রযুক্তিগত...
-

প্রিমিয়াম EN 10305 সিমলেস স্টিল টিউব | নির্ভুল...
-
DIN 2391 সিমলেস প্রিসিশন টিউব টেকনিক্যাল ডেটা...
-

ASTM A335 P91 টাইপ 2 টিউব / P5 / P9 / P11 / P1...