








পণ্যের সংক্ষিপ্ত বিবরণ
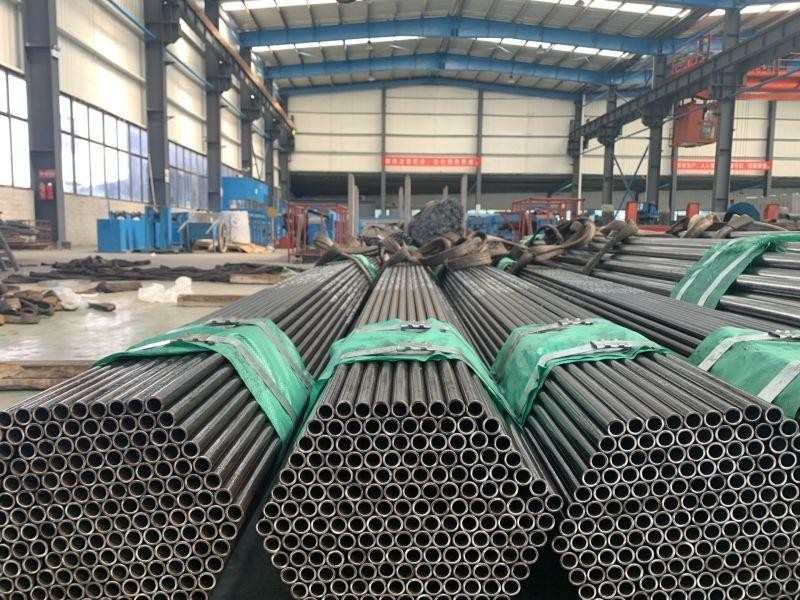
ওমিক স্টিল একটি শীর্ষস্থানীয় প্রস্তুতকারকEN 10305 সম্পর্কে-প্রত্যয়িত বিজোড় ইস্পাত টিউব, বিভিন্ন শিল্প অ্যাপ্লিকেশন জুড়ে নির্ভুলতা, শক্তি এবং স্থায়িত্বের জন্য ডিজাইন করা হয়েছে। আমাদের বিজোড় ইস্পাত টিউবগুলি কঠোরতম আন্তর্জাতিক মান পূরণের জন্য তৈরি করা হয়েছে, যা যান্ত্রিক, কাঠামোগত এবং তরল পরিবহন ব্যবস্থার জন্য সর্বোত্তম কর্মক্ষমতা প্রদান করে। স্বয়ংচালিত প্রকৌশল থেকে শুরু করে হাইড্রোলিক সিলিন্ডার পর্যন্ত, ওমিক স্টিল নিশ্চিত করে যে প্রতিটি টিউব উৎকর্ষতার জন্য তৈরি, ব্যতিক্রমী গুণমান এবং নির্ভরযোগ্যতার গ্যারান্টি দেয়।
আমাদেরEN 10305 বিজোড় ইস্পাত টিউবউচ্চ-শক্তির অ্যাপ্লিকেশনের জন্য উপযুক্ত যার জন্য সুনির্দিষ্ট মাত্রা, চমৎকার যান্ত্রিক বৈশিষ্ট্য এবং ক্ষয় এবং ক্ষয়ের জন্য শক্তিশালী প্রতিরোধের প্রয়োজন। এই টিউবগুলি স্বয়ংচালিত, যন্ত্রপাতি, তরল পরিবহন এবং যান্ত্রিক প্রকৌশল সহ বিস্তৃত শিল্পে ব্যবহৃত হয়, যা নির্ভুল প্রকৌশল অ্যাপ্লিকেশনের জন্য বিশ্বস্ত সমাধান প্রদান করে।

EN 10305 বিজোড় ইস্পাত টিউব উৎপাদন পরিসর
ওমিক স্টিল তৈরি করেEN 10305 বিজোড় ইস্পাত টিউববিভিন্ন আকার এবং মাত্রার বিস্তৃত পরিসরে, বিভিন্ন অ্যাপ্লিকেশনের জন্য বহুমুখীতা নিশ্চিত করে। সাধারণ উৎপাদন পরিসরে অন্তর্ভুক্ত রয়েছে:
- বাইরের ব্যাস (ওডি): ৬ মিমি থেকে ৪০৬ মিমি
- প্রাচীরের পুরুত্ব (WT): ১ মিমি থেকে ১৮ মিমি
- দৈর্ঘ্য: কাস্টম দৈর্ঘ্য, সাধারণত ৬ মিটার থেকে ১২ মিটার পর্যন্ত, গ্রাহকের অনুরোধে উপলব্ধ।
ক্লায়েন্ট স্পেসিফিকেশন এবং প্রকল্পের চাহিদার উপর ভিত্তি করে কাস্টম ব্যাস, দৈর্ঘ্য এবং দেয়ালের বেধের জন্য নির্দিষ্ট প্রয়োজনীয়তার সাথে এই টিউবগুলি তৈরি করা যেতে পারে।
EN 10305 বিজোড় ইস্পাত টিউব সহনশীলতা
ওমিক স্টিলেরEN 10305 বিজোড় ইস্পাত টিউবনির্ভুলতার উপর মনোযোগ দিয়ে তৈরি। আমরা আমাদের পণ্যগুলির জন্য নিম্নলিখিত মাত্রিক সহনশীলতার গ্যারান্টি দিই
| প্যারামিটার | সহনশীলতা |
| বাইরের ব্যাস (ওডি) | ± ০.০১ মিমি |
| প্রাচীরের পুরুত্ব (WT) | ± ০.১ মিমি |
| ডিম্বাকৃতি (ডিম্বাকৃতি) | ০.১ মিমি |
| দৈর্ঘ্য | ± ৫ মিমি |
| সরলতা | সর্বোচ্চ ০.৫ মিমি প্রতি মিটার |
| সারফেস ফিনিশ | গ্রাহকের স্পেসিফিকেশন অনুসারে (সাধারণত: মরিচা-প্রতিরোধী তেল, হার্ড ক্রোম প্লেটিং, নিকেল ক্রোমিয়াম প্লেটিং, বা অন্যান্য আবরণ) |
| প্রান্তের বর্গক্ষেত্র | ± ১° |
EN 10305 বিজোড় ইস্পাত টিউব সরবরাহের শর্তাবলী
টিউবগুলি ব্যবহার করে তৈরি করা হয়ঠান্ডা অঙ্কনঅথবাকোল্ড রোলিংপ্রক্রিয়াজাতকরণ এবং নির্দিষ্ট গ্রাহকের চাহিদার উপর ভিত্তি করে বিভিন্ন ডেলিভারি পরিস্থিতিতে সরবরাহ করা হয়। এর মধ্যে রয়েছে:
সারণী ১ — ডেলিভারির শর্তাবলী
| পদবী | প্রতীকa | বিবরণ |
| ঠান্ডা টানা / শক্ত | +C | চূড়ান্ত ঠান্ডা অঙ্কনের পরে কোনও চূড়ান্ত তাপ চিকিত্সা নেই। |
| ঠান্ডা টানা / নরম | +এলসি | চূড়ান্ত তাপ চিকিত্সার পরে একটি উপযুক্ত অঙ্কন করা হয় পাস (ক্ষেত্রফল সীমিত হ্রাস)। |
| ঠান্ডা লাগা এবং চাপ উপশম | +এসআর | চূড়ান্ত ঠান্ডা অঙ্কনের পর, নিয়ন্ত্রিত পরিবেশে টিউবগুলি চাপমুক্ত হয়। |
| নরম অ্যানিলড | +A | চূড়ান্ত ঠান্ডা অঙ্কনের পর টিউবগুলিকে একটি নিয়ন্ত্রিত বায়ুমণ্ডলে নরমভাবে অ্যানিল করা হয়। |
| স্বাভাবিক করা হয়েছে | +N | চূড়ান্ত ঠান্ডা অঙ্কনের পর টিউবগুলিকে একটিতে স্বাভাবিক করা হয় নিয়ন্ত্রিত বায়ুমণ্ডল। |
| a: EN10027–1 অনুসারে। | ||
EN 10305 বিজোড় ইস্পাত টিউব রাসায়নিক গঠন
দ্যEN 10305 সম্পর্কেটিউবগুলি উচ্চমানের ইস্পাত গ্রেড থেকে তৈরি করা হয়। নীচে স্ট্যান্ডার্ড উপাদান গ্রেড এবং তাদের রাসায়নিক গঠনের একটি সারসংক্ষেপ দেওয়া হল:
সারণি ২ — রাসায়নিক গঠন (ঢালাই বিশ্লেষণ)
| ইস্পাত গ্রেড | ভর অনুসারে % | ||||||
| ইস্পাতের নাম | ইস্পাত | C | Si | Mn | P | Sa | Alমোটb |
| সংখ্যা | |||||||
| E215 সম্পর্কে | ১.০২১২ | ০,১০ | ০.০৫ | ০.৭০ | ০,০২৫ | ০,০২৫ | ০,০২৫ |
| E235 সম্পর্কে | ১.০৩০৮ | ০.১৭ | ০.৩৫ | ১,২০ | ০,০২৫ | ০,০২৫ | ০,০১৫ |
| E355 সম্পর্কে | ১.০৫৮০ | ০,২২ | ০.৫৫ | ১,৬০ | ০,০২৫ | ০,০২৫ | ০,০২০ |
| এই সারণীতে উদ্ধৃত উপাদানগুলি নেই (তবে পাদটীকা দেখুন)b) ক্রেতার সম্মতি ছাড়া ইচ্ছাকৃতভাবে ইস্পাতে যোগ করা যাবে না, কেবলমাত্র সেই উপাদানগুলি যা ডিঅক্সিডেশন এবং/অথবা নাইট্রোজেন বাঁধাইয়ের উদ্দেশ্যে যোগ করা যেতে পারে। ইস্পাত তৈরির প্রক্রিয়ায় ব্যবহৃত স্ক্র্যাপ বা অন্যান্য উপকরণ থেকে অবাঞ্ছিত উপাদান যুক্ত হওয়া রোধ করার জন্য সমস্ত উপযুক্ত ব্যবস্থা গ্রহণ করা হবে। | |||||||
| a বিকল্প 2 দেখুন। b এই প্রয়োজনীয়তা প্রযোজ্য নয় যদি ইস্পাতে পর্যাপ্ত পরিমাণে অন্যান্য নাইট্রোজেন বন্ধনকারী উপাদান থাকে, যেমন Ti, Nb বা V। যোগ করা হলে, এই উপাদানগুলির পরিমাণ পরিদর্শন নথিতে রিপোর্ট করতে হবে। টাইটানিয়াম ব্যবহার করার সময়, প্রস্তুতকারককে যাচাই করতে হবে যে (Al + Ti/2) ≥ 0,020। | |||||||
বিকল্প ২: E235 এবং E355 গ্রেডের ইস্পাতের জন্য 0,015% থেকে 0,040% পর্যন্ত নিয়ন্ত্রিত সালফার উপাদান নির্দিষ্ট করা হয়েছে যাতে যন্ত্রের কার্যকারিতা নিশ্চিত করা যায়। এটি সর্বাধিক ডিসালফারাইজেশনের পরে ইস্পাতকে পুনঃসালফারাইজ করে অথবা বিকল্পভাবে কম অক্সিজেন প্রক্রিয়া ব্যবহার করে প্রাপ্ত করা হবে।
বিকল্প ৩: নির্দিষ্ট ইস্পাত গ্রেডের রাসায়নিক গঠন এমন হতে হবে যাতে এটি হট-ডিপ গ্যালভানাইজিংয়ের জন্য উপযুক্ত হয় (যেমন EN ISO 1461 বা EN ISO 14713-2 নির্দেশিকা দেখুন)।
সারণি ৩ এবং সারণি A.2 সারণি ২ এবং সারণি A.1 এ প্রদত্ত ঢালাই বিশ্লেষণের নির্দিষ্ট সীমা থেকে পণ্য বিশ্লেষণের অনুমোদিত বিচ্যুতি নির্দিষ্ট করে।
সারণি ৩ — সারণি ২-এ প্রদত্ত ঢালাই বিশ্লেষণের নির্দিষ্ট সীমা থেকে পণ্য বিশ্লেষণের অনুমোদিত বিচ্যুতি
| উপাদান | কাস্টের জন্য সীমিত মান | পণ্য বিশ্লেষণের অনুমোদিত বিচ্যুতি |
| C | ≤০,২২ | +০,০২ |
| Si | ≤০,৫৫ | +০.০৫ |
| Mn | ≤১,৬০ | +০,১০ |
| P | ≤০,০২৫ | +০,০০৫ |
| S | ≤০,০৪০ | ±০,০০৫ |
| Al | ≥০,০১৫ | -০,০০৫ |
EN 10305 বিজোড় ইস্পাত টিউব যান্ত্রিক বৈশিষ্ট্য
এর যান্ত্রিক বৈশিষ্ট্যEN 10305 সম্পর্কেঘরের তাপমাত্রায় পরিমাপ করা বিজোড় ইস্পাত টিউবগুলি নিম্নরূপ। এই মানগুলি ইস্পাত গ্রেড এবং সরবরাহের অবস্থার উপর নির্ভর করে:
সারণী ৪ — ঘরের তাপমাত্রায় যান্ত্রিক বৈশিষ্ট্য
| ইস্পাত গ্রেড | ডেলিভারি অবস্থার জন্য সর্বনিম্ন মানa | ||||||||||||
| +Cb | +এলসিb | +এসআর | +Ac | +N | |||||||||
| ইস্পাত | ইস্পাত | Rm | A | Rm | A | Rm | ReH | A | Rm | A | Rm | ReHd | A |
| নাম | সংখ্যা | এমপিএ | % | এমপিএ | % | এমপিএ | এমপিএ | % | এমপিএ | % | এমপিএ | এমপিএ | % |
| E215 সম্পর্কে | ১.০২১২ | ৪৩০ | 8 | ৩৮০ | 12 | ৩৮০ | ২৮০ | 16 | ২৮০ | 30 | ২৯০ থেকে ৪৩০ | ২১৫ | 30 |
| E235 সম্পর্কে | ১.০৩০৮ | ৪৮০ | 6 | ৪২০ | 10 | ৪২০ | ৩৫০ | 16 | ৩১৫ | 25 | ৩৪০ থেকে ৪৮০ | ২৩৫ | 25 |
| E355 সম্পর্কে | ১.০৫৮ | ৬৪০ | 4 | ৫৮০ | 7 | ৫৮০ | ৪৫০e | 10 | ৪৫০ | 22 | ৪৯০ থেকে ৬৩০ | ৩৫৫ | 22 |
| একটি আরm: প্রসার্য শক্তি; আরeH: উচ্চ ফলন শক্তি (কিন্তু ১১.১ দেখুন); A: ফ্র্যাকচারের পরে প্রসারণ। প্রসবের অবস্থার প্রতীকগুলির জন্য সারণি ১ দেখুন | |||||||||||||
| খ) ফিনিশিং পাসে ঠান্ডা কাজের মাত্রার উপর নির্ভর করে ফলন শক্তি প্রায় প্রসার্য শক্তির সমান হতে পারে। গণনার উদ্দেশ্যে নিম্নলিখিত সম্পর্কগুলি সুপারিশ করা হয়: — ডেলিভারি শর্তের জন্য +C: ReH≥০.৮ আরm; — ডেলিভারি শর্তের জন্য +LC: ReH≥0,7 আরm. | |||||||||||||
| c গণনার উদ্দেশ্যে নিম্নলিখিত সম্পর্কটি সুপারিশ করা হয়: ReH≥০.৫ আরএম। | |||||||||||||
| d বাইরের ব্যাস ≤30 মিমি এবং প্রাচীরের পুরুত্ব ≤3 মিমি সহ টিউবগুলির জন্য ReHএই টেবিলে প্রদত্ত মানগুলির চেয়ে সর্বনিম্ন মান 10MPa কম। | |||||||||||||
| e বাইরের ব্যাস> 160 মিমি সহ টিউবের জন্য: ReH≥৪২০ এমপিএ। | |||||||||||||
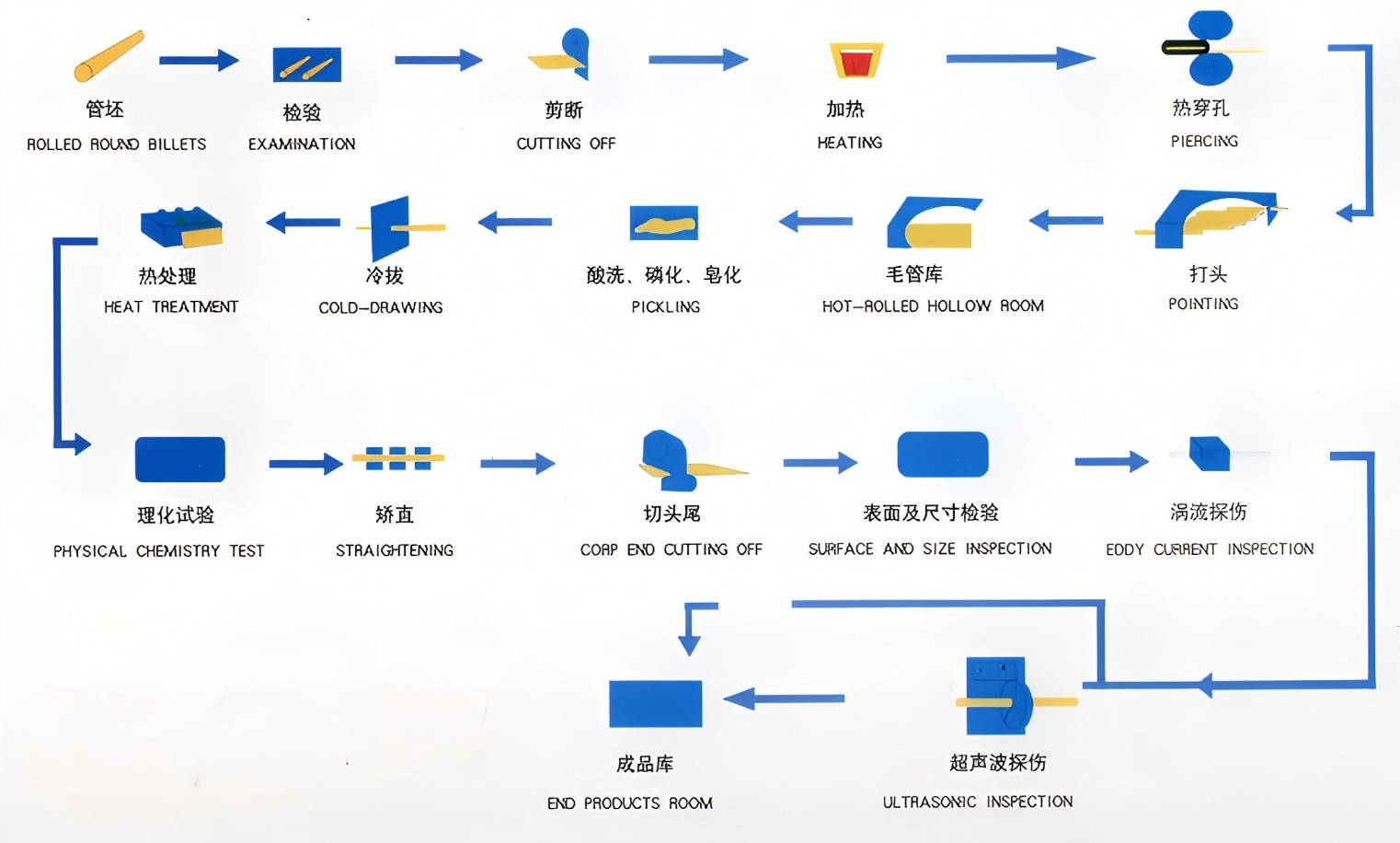
EN 10305 বিজোড় ইস্পাত টিউব উৎপাদন প্রক্রিয়া
ওমিক স্টিল উন্নত উৎপাদন কৌশল ব্যবহার করে উৎপাদন করেEN 10305 বিজোড় ইস্পাত টিউব, উচ্চমানের, নির্ভুল-প্রকৌশলী পণ্য নিশ্চিত করা। প্রক্রিয়াটিতে নিম্নলিখিত মূল ধাপগুলি জড়িত:
- বিলেট নির্বাচন এবং পরিদর্শন:
উৎপাদন প্রক্রিয়াটি উচ্চমানের ইস্পাত বিলেট দিয়ে শুরু হয়, যা উপাদানের নির্দিষ্টকরণের সাথে সামঞ্জস্য এবং সামঞ্জস্য নিশ্চিত করার জন্য পুঙ্খানুপুঙ্খভাবে পরিদর্শন করা হয়। - গরম করা এবং ছিদ্র করা:
বিলেটগুলিকে সর্বোত্তম তাপমাত্রায় উত্তপ্ত করা হয় এবং তারপর ছিদ্র করে একটি ফাঁপা নল তৈরি করা হয়, যা আরও আকার দেওয়ার জন্য তাদের প্রস্তুত করে। - হট-রোলিং:
ফাঁপা বিলেটগুলি নলটিকে আকৃতি দেওয়ার জন্য গরম ঘূর্ণায়মান হয়, চূড়ান্ত পণ্যের জন্য মাত্রা সামঞ্জস্য করে। - ঠান্ডা অঙ্কন:
নিয়ন্ত্রিত পরিবেশে, হট-রোল্ড পাইপগুলিকে ডাইয়ের মধ্য দিয়ে ঠান্ডা করে টানা হয় যাতে সুনির্দিষ্ট ব্যাস এবং দেয়ালের বেধ অর্জন করা যায়। - আচার:
ঠান্ডা অঙ্কনের পর, টিউবগুলিকে আচারযুক্ত করা হয় যাতে পৃষ্ঠের যেকোনো স্কেল বা অক্সাইড স্তর অপসারণ করা যায়, যা একটি পরিষ্কার এবং মসৃণ পৃষ্ঠ নিশ্চিত করে। - তাপ চিকিত্সা:
টিউবগুলিকে অ্যানিলিং-এর মতো তাপ চিকিত্সা প্রক্রিয়ার মধ্য দিয়ে যেতে হয়, যা তাদের যান্ত্রিক বৈশিষ্ট্যগুলিকে উন্নত করে এবং অভিন্নতা নিশ্চিত করে। - সোজা করা এবং কাটা:
টিউবগুলিকে সোজা করা হয় এবং প্রয়োজনীয় দৈর্ঘ্যে কাটা হয়, অভিন্নতা এবং নির্ভুলতা বজায় রেখে। - পরিদর্শন ও পরীক্ষা:
সর্বোচ্চ মানের মান নিশ্চিত করার জন্য মাত্রাগত পরীক্ষা, যান্ত্রিক পরীক্ষা এবং নন-ডেস্ট্রাকটিভ টেস্টিং (এনডিটি) সহ কঠোর পরিদর্শন পরিচালিত হয়।
পরীক্ষা ও পরিদর্শন
ওমিক স্টিল ব্যাপক পরীক্ষার পদ্ধতির মাধ্যমে সর্বোচ্চ স্তরের গুণমান নিশ্চিতকরণ এবং ট্রেসেবিলিটির নিশ্চয়তা দেয়EN 10305 বিজোড় ইস্পাত টিউবএর মধ্যে রয়েছে:
- মাত্রিক পরিদর্শন:
বাইরের ব্যাস, দেয়ালের বেধ, দৈর্ঘ্য, ডিম্বাকৃতি এবং সরলতার পরিমাপ। - যান্ত্রিক পরীক্ষা:
প্রয়োজনীয় শক্তি এবং নমনীয়তা নিশ্চিত করার জন্য প্রসার্য পরীক্ষা, প্রভাব পরীক্ষা এবং কঠোরতা পরীক্ষা অন্তর্ভুক্ত। - অ-ধ্বংসাত্মক পরীক্ষা (এনডিটি):
অভ্যন্তরীণ ত্রুটি সনাক্ত করার জন্য এডি কারেন্ট পরীক্ষা, দেয়ালের পুরুত্ব এবং কাঠামোগত অখণ্ডতার জন্য অতিস্বনক পরীক্ষা (UT)। - রাসায়নিক বিশ্লেষণ:
উপাদানটি প্রয়োজনীয় স্পেসিফিকেশন পূরণ করে কিনা তা নিশ্চিত করার জন্য বর্ণালী সংক্রান্ত পদ্ধতি ব্যবহার করে উপাদানের গঠন যাচাই করা হয়। - হাইড্রোস্ট্যাটিক পরীক্ষা:
পাইপটি অভ্যন্তরীণ চাপ পরীক্ষার শিকার হয় যাতে নিশ্চিত করা যায় যে এটি ব্যর্থতা ছাড়াই অপারেটিং চাপ সহ্য করতে পারে।

ল্যাবরেটরি এবং মান নিয়ন্ত্রণ
ওমিক স্টিল একটি অত্যাধুনিক পরীক্ষাগার পরিচালনা করে যা উন্নত পরীক্ষার সরঞ্জাম দিয়ে সজ্জিত, যা গভীর মানের পরীক্ষা পরিচালনা করে। আমাদের প্রযুক্তিগত দল প্রতিটি ব্যাচে নিয়মিত পরিদর্শন করেEN 10305 বিজোড় ইস্পাত টিউবকঠোর আন্তর্জাতিক মান নিশ্চিত করার জন্য। পাইপের গুণমানের স্বাধীন যাচাইকরণের জন্য আমরা তৃতীয় পক্ষের পরীক্ষামূলক সংস্থাগুলির সাথেও সহযোগিতা করি।
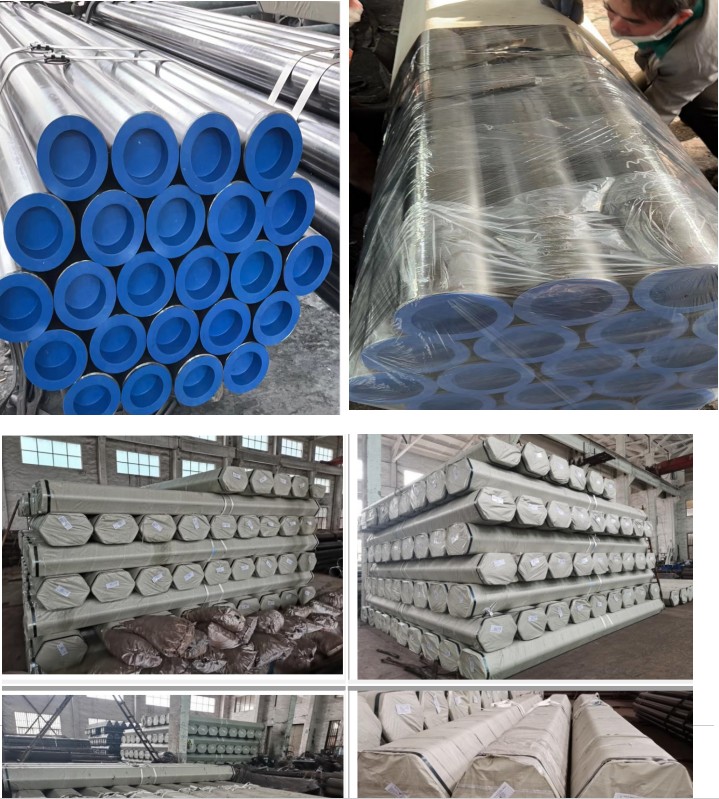
প্যাকেজিং
দ্যEN 10305 বিজোড় ইস্পাত টিউবনিরাপদ পরিবহন এবং ডেলিভারি নিশ্চিত করার জন্য যত্ন সহকারে প্যাকেজ করা হয়। প্যাকেজিংয়ে অন্তর্ভুক্ত রয়েছে:
- প্রতিরক্ষামূলক আবরণ:
পরিবহন এবং সংরক্ষণের সময় মরিচা এবং জারণ রোধ করার জন্য প্রতিটি টিউব একটি প্রতিরক্ষামূলক জারা-বিরোধী স্তর দিয়ে লেপা থাকে। - শেষ ক্যাপস:
দূষণ, আর্দ্রতা বা শারীরিক ক্ষতি রোধ করার জন্য টিউবের উভয় প্রান্তে প্লাস্টিক বা ধাতব প্রান্তের ক্যাপ লাগানো হয়। - বান্ডলিং:
পরিবহনের সময় স্থিতিশীলতা বজায় রাখতে এবং স্থানান্তর রোধ করতে টিউবগুলিকে স্টিলের স্ট্র্যাপ বা প্লাস্টিকের ব্যান্ড দিয়ে নিরাপদে একত্রে আবদ্ধ করা হয়। - সঙ্কুচিত মোড়ক:
ধুলো, ময়লা এবং অন্যান্য পরিবেশগত কারণ থেকে টিউবগুলিকে রক্ষা করার জন্য বান্ডিলগুলিকে সঙ্কুচিত ফিল্মে মোড়ানো হয়। - শনাক্তকরণ এবং লেবেলিং:
প্রতিটি বান্ডিলে পণ্যের বিবরণ লেবেল করা থাকে, যার মধ্যে রয়েছে স্টিলের গ্রেড, মাত্রা, ব্যাচ নম্বর, পরিমাণ এবং যেকোনো বিশেষ পরিচালনার নির্দেশাবলী।

পরিবহন
ওমিক স্টিল সময়মত এবং নির্ভরযোগ্য বিশ্বব্যাপী সরবরাহ নিশ্চিত করেEN 10305 বিজোড় ইস্পাত টিউবনিম্নলিখিত পরিবহন পদ্ধতি সহ:
সমুদ্র মালবাহী:
আন্তর্জাতিক চালানের জন্য, টিউবগুলি পাত্রে বা ফ্ল্যাট র্যাকে লোড করা হয় এবং বিশ্বব্যাপী যেকোনো গন্তব্যে পাঠানো হয়।
রেল ও সড়ক পরিবহন:
দেশীয় এবং আঞ্চলিক চালানের জন্য, টিউবগুলি নিরাপদে ফ্ল্যাটবেড ট্রাক বা পাত্রে লোড করা হয় এবং সড়ক বা রেলপথে পরিবহন করা হয়।
জলবায়ু নিয়ন্ত্রণ:
প্রয়োজনে, আমরা চরম পরিবেশগত পরিস্থিতি থেকে টিউবগুলিকে রক্ষা করার জন্য জলবায়ু-নিয়ন্ত্রিত পরিবহনের ব্যবস্থা করতে পারি।
ডকুমেন্টেশন এবং বীমা:
কাস্টমস ক্লিয়ারেন্স, শিপিং এবং ট্র্যাকিংয়ের জন্য সম্পূর্ণ ডকুমেন্টেশন সরবরাহ করা হয় এবং সম্ভাব্য ক্ষতি বা ক্ষতি থেকে রক্ষা করার জন্য আন্তর্জাতিক চালানের জন্য বীমার ব্যবস্থা করা যেতে পারে।
ওমিক স্টিল নির্বাচনের সুবিধা
যথার্থ উৎপাদন:
আমরা সঠিক মাত্রিক সহনশীলতা পূরণের জন্য সমস্ত উৎপাদন প্রক্রিয়ার উপর কঠোর নিয়ন্ত্রণ বজায় রাখি।
কাস্টমাইজেশন:
গ্রাহকের নির্দিষ্টকরণের উপর ভিত্তি করে টিউবের দৈর্ঘ্য, পৃষ্ঠের চিকিৎসা এবং প্যাকেজিংয়ের জন্য নমনীয় বিকল্প।
ব্যাপক পরীক্ষা:
কঠোর পরীক্ষা নিশ্চিত করে যে প্রতিটি টিউব প্রয়োজনীয় যান্ত্রিক, রাসায়নিক এবং মাত্রিক মান পূরণ করে।
বিশ্বব্যাপী ডেলিভারি:
আপনার প্রকল্প যেখানেই থাকুক না কেন, নির্ভরযোগ্য এবং সময়মত ডেলিভারি।
অভিজ্ঞ দল:
দক্ষ প্রকৌশলী এবং প্রযুক্তিবিদরা সর্বোচ্চ উৎপাদন মান এবং গ্রাহক সেবার মান নিশ্চিত করেন।
উপসংহার
ওমিক স্টিলেরEN 10305 বিজোড় ইস্পাত টিউববিভিন্ন ধরণের চাহিদাপূর্ণ অ্যাপ্লিকেশনের জন্য উচ্চতর শক্তি, নির্ভরযোগ্যতা এবং নির্ভুলতা প্রদানের জন্য ডিজাইন করা হয়েছে। গুণমান, উন্নত উৎপাদন এবং গ্রাহক সন্তুষ্টির প্রতি আমাদের প্রতিশ্রুতির সাথে, আমরা বিশ্বব্যাপী সীমলেস টিউব সমাধানের জন্য বিশ্বস্ত অংশীদার।
আপনার জন্য ওমিক স্টিল বেছে নিনEN 10305 বিজোড় ইস্পাত টিউবএবং অতুলনীয় দক্ষতা দ্বারা সমর্থিত উচ্চ-কার্যক্ষমতাসম্পন্ন পণ্যগুলির অভিজ্ঞতা অর্জন করুন।
আরও বিস্তারিত জানার জন্য, অনুগ্রহ করে সরাসরি আমাদের সাথে যোগাযোগ করুন:
ওয়েবসাইট: www.womicsteel.com
ইমেইল: sales@womicsteel.com
টেলিফোন/হোয়াটসঅ্যাপ/উইচ্যাট: ভিক্টর: +৮৬-১৫৫৭৫১০০৬৮১ অথবা জ্যাক: +৮৬-১৮৩৯০৯৫৭৫৬৮

সংশ্লিষ্ট পণ্য
-

ASTM A213 / ASME SA213 T11 T22 অ্যালয় স্টিল সীম...
-

ASTM A178 বয়লার টিউব টেকনিক্যাল ডেটা শিট
-

PH2800 XPC বৈদ্যুতিক বেলচা যন্ত্রাংশ ট্র্যাক জুতা
-

ক্রলার ট্র্যাক জুতা সমাবেশ এবং আন্ডারক্যারেজ সি...
-

JIS G3454 STPG 370 কার্বন স্টিল পাইপ প্রেসার...
-

DIN 2445-প্রত্যয়িত বিজোড় ইস্পাত টিউব প্রযুক্তিগত...
-
প্রিমিয়াম EN 10305 সিমলেস স্টিল টিউব | নির্ভুল...
-

DIN 2391 সিমলেস প্রিসিশন টিউব টেকনিক্যাল ডেটা...
-

ASTM A335 P91 টাইপ 2 টিউব / P5 / P9 / P11 / P1...