জীবনের প্রায় সবখানেই স্টেইনলেস স্টিলের দেখা মেলে, এবং এর এমন সব মডেল রয়েছে যেগুলোর মধ্যে পার্থক্য করা বেশ কঠিন। আজকের এই প্রবন্ধে আমি আপনাদের সাথে এই বিষয়গুলো স্পষ্ট করার চেষ্টা করব।

স্টেইনলেস স্টিল হলো অ্যাসিড-প্রতিরোধী ইস্পাতের সংক্ষিপ্ত রূপ, যা বাতাস, বাষ্প, পানি এবং অন্যান্য দুর্বল ক্ষয়কারী মাধ্যম প্রতিরোধ করতে পারে; এবং যে ইস্পাত রাসায়নিক ক্ষয়কারী মাধ্যম (অ্যাসিড, ক্ষার, লবণ এবং অন্যান্য রাসায়নিক পদার্থের সংস্পর্শে এসে ক্ষয় প্রতিরোধ করতে পারে, তাকে অ্যাসিড-প্রতিরোধী ইস্পাত বলা হয়।
স্টেইনলেস স্টিল বলতে বোঝায় এমন ইস্পাত যা বাতাস, বাষ্প, জল এবং অন্যান্য দুর্বল ক্ষয়কারী মাধ্যম এবং অ্যাসিড, ক্ষার, লবণ ও অন্যান্য রাসায়নিক ক্ষয়কারী মাধ্যমের ক্ষয় প্রতিরোধ করতে পারে; একে স্টেইনলেস অ্যাসিড-প্রতিরোধী ইস্পাতও বলা হয়। বাস্তবে, প্রায়শই দুর্বল ক্ষয়কারী মাধ্যমের ক্ষয়-প্রতিরোধী ইস্পাতকে স্টেইনলেস স্টিল এবং রাসায়নিক মাধ্যমের ক্ষয়-প্রতিরোধী ইস্পাতকে অ্যাসিড-প্রতিরোধী ইস্পাত বলা হয়। এই দুটির রাসায়নিক গঠনের পার্থক্যের কারণে, প্রথমটি রাসায়নিক মাধ্যমের ক্ষয়ের বিরুদ্ধে আবশ্যিকভাবে প্রতিরোধী নয়, যেখানে পরেরটি সাধারণত স্টেইনলেস হয়। স্টেইনলেস স্টিলের ক্ষয় প্রতিরোধ ক্ষমতা ইস্পাতটিতে থাকা সংকর উপাদানগুলির উপর নির্ভর করে।
সাধারণ শ্রেণিবিন্যাস
ধাতুবিদ্যাগত সংগঠন অনুসারে
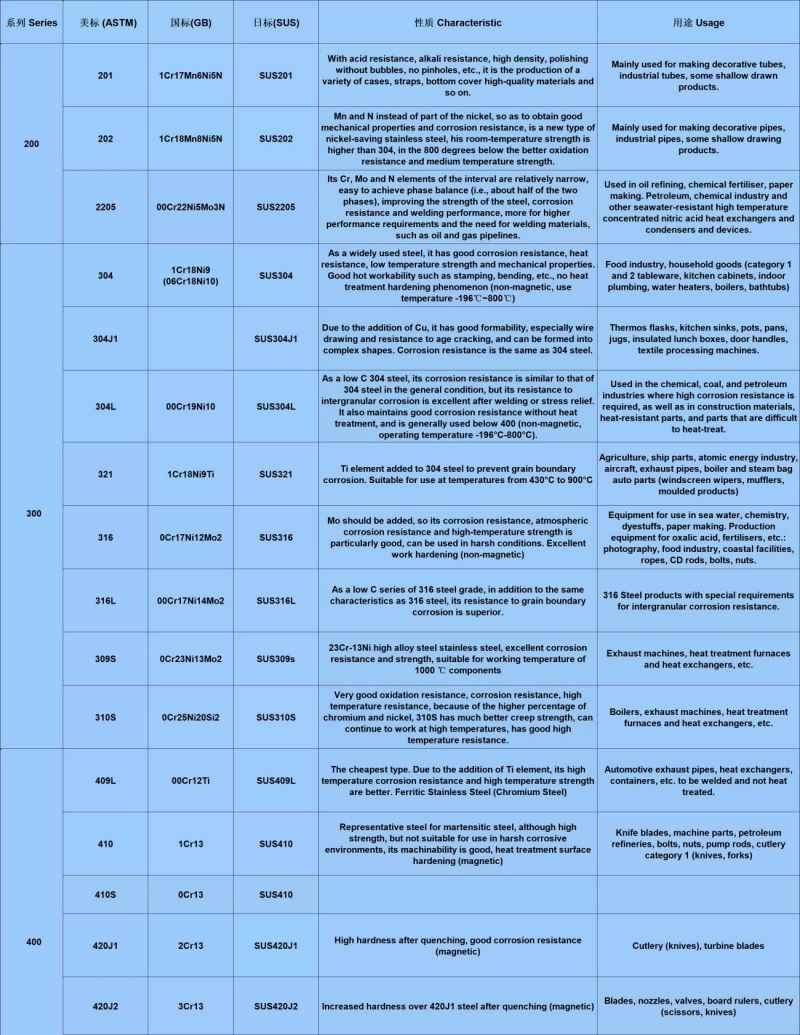
সাধারণত, ধাতুবিদ্যাগত সংগঠন অনুসারে, সাধারণ স্টেইনলেস স্টিলগুলিকে তিনটি শ্রেণীতে বিভক্ত করা হয়: অস্টেনিটিক স্টেইনলেস স্টিল, ফেরিটিক স্টেইনলেস স্টিল এবং মার্টেনসিটিক স্টেইনলেস স্টিল। এই তিনটি শ্রেণীর মৌলিক ধাতুবিদ্যাগত সংগঠনের উপর ভিত্তি করে, বিশেষ প্রয়োজন ও উদ্দেশ্যের জন্য ডুপ্লেক্স স্টিল, প্রেসিপিটেশন হার্ডেনিং স্টেইনলেস স্টিল এবং ৫০% এর কম লোহা ধারণকারী উচ্চ সংকর ইস্পাত তৈরি করা হয়।
১. অস্টেনিটিক স্টেইনলেস স্টিল
অস্টেনিটিক গঠনের (CY ফেজ) ম্যাট্রিক্স থেকে ফেস-সেন্টার্ড কিউবিক ক্রিস্টাল কাঠামোটি প্রধানত অ-চৌম্বকীয়, যা স্টেইনলেস স্টিলকে শক্তিশালী করার জন্য মূলত কোল্ড ওয়ার্কিং-এর মাধ্যমে করা হয় (এবং এর ফলে একটি নির্দিষ্ট মাত্রার চৌম্বকত্বও আসতে পারে)। আমেরিকান আয়রন অ্যান্ড স্টিল ইনস্টিটিউট একে ২০০ এবং ৩০০ সিরিজের সাংখ্যিক লেবেল ব্যবহার করে, যেমন ৩০৪।
২. ফেরিটিক স্টেইনলেস স্টিল
ফেরাইট সংগঠনের (একটি দশা) ম্যাট্রিক্স-কেন্দ্রিক ঘনকাকার স্ফটিক কাঠামোই প্রধান, এটি চৌম্বকীয় এবং সাধারণত তাপ প্রক্রিয়াকরণের মাধ্যমে শক্ত করা যায় না, তবে কোল্ড ওয়ার্কিংয়ের মাধ্যমে একে সামান্য শক্তিশালী স্টেইনলেস স্টিলে পরিণত করা যায়। আমেরিকান আয়রন অ্যান্ড স্টিল ইনস্টিটিউট একে ৪৩০ এবং ৪৪৬ নম্বর লেবেল প্রদান করে।
৩. মার্টেনসিটিক স্টেইনলেস স্টিল
স্টেইনলেস স্টিলের ম্যাট্রিক্সটি হলো মার্টেনসাইটিক গঠন (দেহ-কেন্দ্রিক ঘনক বা কিউবিক), যা চৌম্বকীয় এবং তাপ প্রক্রিয়াকরণের মাধ্যমে এর যান্ত্রিক বৈশিষ্ট্য সামঞ্জস্য করা যায়। আমেরিকান আয়রন অ্যান্ড স্টিল ইনস্টিটিউটের ৪১০, ৪২০ এবং ৪৪০ চিত্রে এটি চিহ্নিত করা আছে। উচ্চ তাপমাত্রায় মার্টেনসাইটের একটি অস্টেনিটিক গঠন থাকে, যা উপযুক্ত হারে কক্ষ তাপমাত্রায় ঠান্ডা করলে মার্টেনসাইটে রূপান্তরিত (অর্থাৎ শক্ত) হতে পারে।
৪. অস্টেনিটিক ফেরাইট (ডুপ্লেক্স) ধরনের স্টেইনলেস স্টিল
ম্যাট্রিক্সটিতে অস্টেনিটিক এবং ফেরাইট উভয় দ্বি-দশা গঠন রয়েছে, যার মধ্যে স্বল্প-দশার ম্যাট্রিক্সের পরিমাণ সাধারণত ১৫%-এর বেশি, এটি চৌম্বকীয় এবং স্টেইনলেস স্টিলকে কোল্ড ওয়ার্কিং-এর মাধ্যমে শক্তিশালী করা যায়, ৩২৯ হলো একটি আদর্শ ডুপ্লেক্স স্টেইনলেস স্টিল। অস্টেনিটিক স্টেইনলেস স্টিলের তুলনায় ডুপ্লেক্স স্টিলের উচ্চ শক্তি, আন্তঃকণা ক্ষয়, ক্লোরাইড স্ট্রেস ক্ষয় এবং পিটিং ক্ষয় প্রতিরোধের ক্ষমতা উল্লেখযোগ্যভাবে উন্নত।
৫. অধঃক্ষেপণ দ্বারা শক্তকৃত স্টেইনলেস স্টিল
ম্যাট্রিক্সটি অস্টেনিটিক বা মার্টেনসিটিক গঠনের, এবং এটিকে প্রেসিপিটেশন হার্ডেনিং ট্রিটমেন্টের মাধ্যমে শক্ত করে হার্ডেনড স্টেইনলেস স্টিলে পরিণত করা যায়। আমেরিকান আয়রন অ্যান্ড স্টিল ইনস্টিটিউটের ৬০০ সিরিজের ডিজিটাল লেবেল, যেমন ৬৩০, অর্থাৎ ১৭-৪পিএইচ।
সাধারণত, সংকর ধাতু ছাড়াও অস্টেনিটিক স্টেইনলেস স্টিলের ক্ষয় প্রতিরোধ ক্ষমতা উৎকৃষ্টতর। কম ক্ষয়কারী পরিবেশে ফেরিটিক স্টেইনলেস স্টিল ব্যবহার করা যেতে পারে এবং মাঝারি ক্ষয়কারী পরিবেশে যদি উপাদানটির উচ্চ শক্তি বা উচ্চ কাঠিন্যের প্রয়োজন হয়, তবে মার্টেনসিটিক স্টেইনলেস স্টিল এবং প্রেসিপিটেশন হার্ডেনিং স্টেইনলেস স্টিল ব্যবহার করা যায়।
বৈশিষ্ট্য এবং ব্যবহার
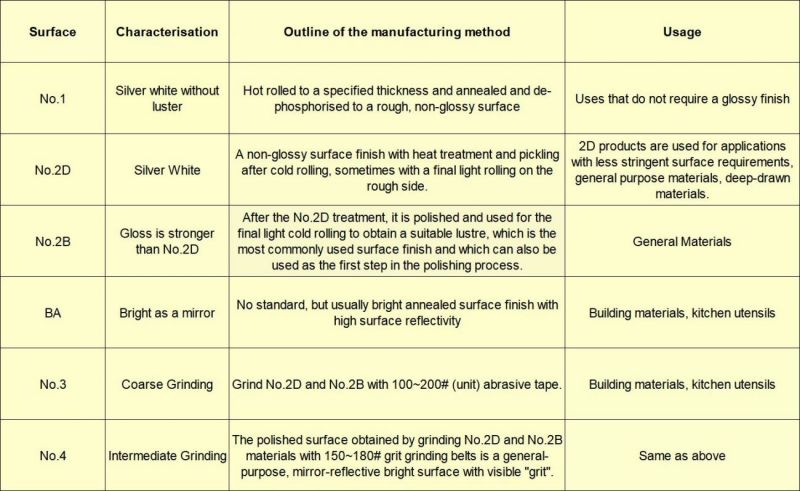
পৃষ্ঠ প্রক্রিয়া
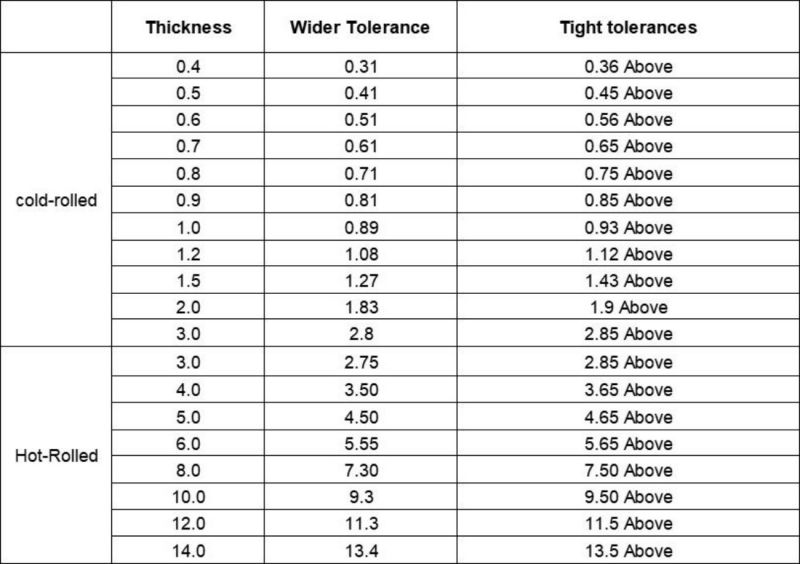
পুরুত্বের পার্থক্য
১. যেহেতু স্টিল মিলের রোলিং প্রক্রিয়ার যন্ত্রপাতিতে রোলগুলো উত্তপ্ত হওয়ার ফলে সামান্য বিকৃত হয়, তাই রোলিং আউট করা প্লেটের পুরুত্বে তারতম্য ঘটে এবং সাধারণত দুই পাশের মাঝের অংশটি মোটা ও পাতলা হয়। নিয়ম অনুযায়ী, প্লেটের পুরুত্ব পরিমাপ করার সময় প্লেটের মাথার মাঝখান থেকে পরিমাপ করা উচিত।
২. টলারেন্সের কারণ বাজার এবং গ্রাহকের চাহিদার উপর ভিত্তি করে নির্ধারিত হয় এবং এটিকে সাধারণত বড় ও ছোট টলারেন্সে ভাগ করা হয়।
V. উৎপাদন, পরিদর্শন সংক্রান্ত প্রয়োজনীয়তা
১. পাইপ প্লেট
① ১০০% রশ্মি পরিদর্শন বা ইউটি-এর জন্য জোড়া লাগানো টিউব প্লেট বাট জয়েন্ট, যোগ্যতার স্তর: আরটি: Ⅱ ইউটি: Ⅰ স্তর;
২ স্টেইনলেস স্টিল ছাড়াও, জোড়া লাগানো পাইপ প্লেটের পীড়ন উপশমকারী তাপীয় প্রক্রিয়াকরণ;
③ টিউব প্লেট হোল ব্রিজের প্রস্থের বিচ্যুতি: হোল ব্রিজের প্রস্থ গণনার সূত্র অনুসারে: B = (S - d) - D1
ছিদ্রযুক্ত সেতুর সর্বনিম্ন প্রস্থ: B = 1/2 (S - d) + C;
২. টিউব বক্স তাপ প্রক্রিয়াকরণ:
কার্বন স্টিল, লো অ্যালয় স্টিলের পাইপ বক্স যা স্প্লিট-রেঞ্জ পার্টিশন দিয়ে ওয়েল্ড করা হয়, এবং যেসব পাইপ বক্সের পার্শ্বীয় খোলা অংশ সিলিন্ডার পাইপ বক্সের অভ্যন্তরীণ ব্যাসের ১/৩ অংশের বেশি, সেগুলোর ওয়েল্ডিং প্রয়োগের ক্ষেত্রে স্ট্রেস রিলিফ হিট ট্রিটমেন্ট করা হয় এবং হিট ট্রিটমেন্টের পরে ফ্ল্যাঞ্জ ও পার্টিশনের সিলিং সারফেস প্রক্রিয়াজাত করা উচিত।
৩. চাপ পরীক্ষা
যখন শেল প্রসেস ডিজাইন প্রেশার টিউব প্রসেস প্রেশারের চেয়ে কম হয়, তখন হিট এক্সচেঞ্জার টিউব এবং টিউব প্লেটের সংযোগের মান পরীক্ষা করার জন্য।
① হাইড্রোলিক পরীক্ষার সাথে সামঞ্জস্যপূর্ণ পাইপ প্রোগ্রামের মাধ্যমে পরীক্ষার চাপ বাড়িয়ে পাইপের সংযোগস্থলে কোনো লিকেজ আছে কিনা তা পরীক্ষা করা হয়। (তবে, হাইড্রোলিক পরীক্ষা চলাকালীন শেলের প্রাথমিক ফিল্ম স্ট্রেস যেন ≤0.9ReLΦ হয়, তা নিশ্চিত করা আবশ্যক)।
২ যখন উপরের পদ্ধতিটি উপযুক্ত নয়, তখন মূল চাপ উত্তীর্ণ হওয়ার পর শেলটির হাইড্রোস্ট্যাটিক পরীক্ষা করা যেতে পারে এবং তারপর শেলটির অ্যামোনিয়া লিকেজ পরীক্ষা বা হ্যালোজেন লিকেজ পরীক্ষা করা যেতে পারে।
কোন ধরনের স্টেইনলেস স্টিলে সহজে মরিচা ধরে না?
স্টেইনলেস স্টিলে মরিচা পড়ার পেছনে তিনটি প্রধান কারণ রয়েছে:
১. সংকর উপাদানের পরিমাণ। সাধারণত, ১০.৫% ক্রোমিয়ামযুক্ত স্টিলে সহজে মরিচা ধরে না। ক্রোমিয়াম এবং নিকেলের পরিমাণ যত বেশি হয়, ক্ষয় প্রতিরোধ ক্ষমতা তত ভালো হয়, যেমন ৩০৪ উপাদানে নিকেলের পরিমাণ ৮৫~১০% এবং ক্রোমিয়ামের পরিমাণ ১৮%~২০% থাকে, এই ধরনের স্টেইনলেস স্টিলে সাধারণত মরিচা ধরে না।
২. প্রস্তুতকারকের গলানোর প্রক্রিয়াও স্টেইনলেস স্টিলের ক্ষয় প্রতিরোধ ক্ষমতাকে প্রভাবিত করে। উন্নত গলানোর প্রযুক্তি, অত্যাধুনিক সরঞ্জাম ও প্রযুক্তিসম্পন্ন বড় স্টেইনলেস স্টিল প্ল্যান্টগুলোতে সংকর উপাদানের নিয়ন্ত্রণ, অশুদ্ধি অপসারণ এবং বিলেট শীতলীকরণের তাপমাত্রা নিয়ন্ত্রণ—এই সব ক্ষেত্রেই নিশ্চয়তা দেওয়া যায়, ফলে পণ্যের গুণমান স্থিতিশীল ও নির্ভরযোগ্য হয়, এর অন্তর্নিহিত গুণমান ভালো থাকে এবং সহজে মরিচা ধরে না। এর বিপরীতে, কিছু ছোট স্টিল প্ল্যান্টের সরঞ্জাম ও প্রযুক্তি সেকেলে, গলানোর প্রক্রিয়া পুরোনো এবং অশুদ্ধি অপসারণ করা হয় না, ফলে উৎপাদিত পণ্যে অনিবার্যভাবে মরিচা ধরে।
৩. বাহ্যিক পরিবেশ। শুষ্ক এবং বায়ু চলাচলযুক্ত পরিবেশে সহজে মরিচা ধরে না, অপরদিকে বাতাসের আর্দ্রতা, একটানা বৃষ্টি, বা অম্লতা ও ক্ষারীয়তাযুক্ত পরিবেশে সহজেই মরিচা ধরে। ৩০৪ উপাদানের স্টেইনলেস স্টিলেও মরিচা ধরে যদি চারপাশের পরিবেশ খুব প্রতিকূল হয়।
স্টেইনলেস স্টিলের মরিচার দাগ কীভাবে দূর করবেন?
১. রাসায়নিক পদ্ধতি
পিকলিং পেস্ট বা স্প্রে ব্যবহার করে মরিচা ধরা অংশগুলোকে পুনরায় নিষ্ক্রিয় করা হয়, যা ক্রোমিয়াম অক্সাইড ফিল্ম তৈরি করে এর ক্ষয় প্রতিরোধ ক্ষমতা পুনরুদ্ধার করে। পিকলিং করার পর, সমস্ত দূষক এবং অ্যাসিডের অবশিষ্টাংশ দূর করার জন্য পানি দিয়ে ভালোভাবে ধুয়ে ফেলা অত্যন্ত গুরুত্বপূর্ণ। সবকিছু প্রক্রিয়াজাত করে পলিশিং সরঞ্জাম দিয়ে পুনরায় পলিশ করার পর, এটিকে পলিশিং ওয়াক্স দিয়ে বন্ধ করা যেতে পারে। স্থানীয়ভাবে হালকা মরিচার দাগের জন্য, একটি পরিষ্কার কাপড় দিয়ে পেট্রোল ও তেলের ১:১ মিশ্রণ ব্যবহার করে দাগগুলো মুছে ফেলা যেতে পারে।
২. যান্ত্রিক পদ্ধতি
স্যান্ডব্লাস্টিং ক্লিনিং, গ্লাস বা সিরামিক কণা দিয়ে ব্লাস্টিং, অবলিটারেশন, ব্রাশিং এবং পলিশিং। যান্ত্রিক পদ্ধতিগুলো পূর্বে অপসারিত উপাদান, পলিশিং উপাদান বা অবলিটারেটেড উপাদানের কারণে সৃষ্ট দূষণ দূর করতে পারে। সব ধরনের দূষণ, বিশেষ করে বহিরাগত লোহার কণা, ক্ষয়ের উৎস হতে পারে, বিশেষত আর্দ্র পরিবেশে। তাই, যান্ত্রিকভাবে পরিষ্কার করা পৃষ্ঠতলগুলোকে শুষ্ক অবস্থায় আনুষ্ঠানিকভাবে পরিষ্কার করা বাঞ্ছনীয়। যান্ত্রিক পদ্ধতির ব্যবহার শুধুমাত্র এর পৃষ্ঠকে পরিষ্কার করে এবং উপাদানটির নিজস্ব ক্ষয় প্রতিরোধ ক্ষমতা পরিবর্তন করে না। তাই, যান্ত্রিকভাবে পরিষ্কার করার পর পলিশিং সরঞ্জাম দিয়ে পৃষ্ঠটি পুনরায় পলিশ করার এবং পলিশিং মোম দিয়ে ঢেকে দেওয়ার পরামর্শ দেওয়া হয়।
যন্ত্রপাতিতে সাধারণত ব্যবহৃত স্টেইনলেস স্টিলের গ্রেড এবং বৈশিষ্ট্যসমূহ
১.৩০৪ স্টেইনলেস স্টিল। এটি ব্যাপক প্রয়োগ ও ব্যবহার সহ অস্টেনিটিক স্টেইনলেস স্টিলগুলোর মধ্যে অন্যতম, যা ডিপ-ড্রন মোল্ডিং পার্টস এবং অ্যাসিড পাইপলাইন, কন্টেইনার, কাঠামোগত অংশ, বিভিন্ন ধরণের যন্ত্রাংশের মূল অংশ ইত্যাদি তৈরিতে উপযুক্ত। এটি দিয়ে অ-চৌম্বকীয়, নিম্ন-তাপমাত্রার সরঞ্জাম এবং যন্ত্রাংশও তৈরি করা যায়।
২.৩০৪এল স্টেইনলেস স্টিল। কিছু পরিস্থিতিতে ৩০৪ স্টেইনলেস স্টিলের গুরুতর আন্তঃকণা ক্ষয়ের প্রবণতার কারণে সৃষ্ট Cr23C6 অধঃক্ষেপণ সমস্যা সমাধানের জন্য এবং অতি-নিম্ন কার্বন অস্টেনিটিক স্টেইনলেস স্টিল তৈরির ফলে, এর সংবেদনশীল অবস্থায় আন্তঃকণা ক্ষয় প্রতিরোধ ক্ষমতা ৩০৪ স্টেইনলেস স্টিলের চেয়ে উল্লেখযোগ্যভাবে ভালো। সামান্য কম শক্তি ছাড়া, এর অন্যান্য বৈশিষ্ট্যগুলো ৩২১ স্টেইনলেস স্টিলের মতোই। এটি প্রধানত ক্ষয়-প্রতিরোধী সরঞ্জাম এবং এমন যন্ত্রাংশের জন্য ব্যবহৃত হয় যেগুলোতে ওয়েল্ডিং সলিউশন ট্রিটমেন্ট করা যায় না এবং এটি বিভিন্ন ধরণের ইন্সট্রুমেন্টেশন বডি তৈরিতে ব্যবহার করা যেতে পারে।
৩.৩০৪এইচ স্টেইনলেস স্টিল। ৩০৪ স্টেইনলেস স্টিলের অভ্যন্তরীণ শাখায়, কার্বনের ভর ভগ্নাংশ ০.০৪% ~ ০.১০% থাকে, যার উচ্চ তাপমাত্রার কর্মক্ষমতা ৩০৪ স্টেইনলেস স্টিলের চেয়ে ভালো।
৪.৩১৬ স্টেইনলেস স্টিল। এটি ১০Cr১৮Ni১২ স্টিলের উপর ভিত্তি করে তৈরি, যাতে মলিবডেনাম যোগ করা হয়, যার ফলে স্টিলটি বিজারক মাধ্যম এবং পিটিং ক্ষয়ের বিরুদ্ধে ভালো প্রতিরোধ ক্ষমতা লাভ করে। সমুদ্রের পানি এবং অন্যান্য মাধ্যমে এর ক্ষয় প্রতিরোধ ক্ষমতা ৩০৪ স্টেইনলেস স্টিলের চেয়ে ভালো এবং এটি প্রধানত পিটিং ক্ষয়-প্রতিরোধী উপাদান হিসেবে ব্যবহৃত হয়।
৫.৩১৬এল স্টেইনলেস স্টিল। এটি একটি অতি-নিম্ন কার্বন ইস্পাত, যা সংবেদনশীল আন্তঃকণা ক্ষয়ের বিরুদ্ধে ভালো প্রতিরোধ ক্ষমতা সম্পন্ন এবং ক্ষয়-প্রতিরোধী উপাদান হিসেবে পেট্রোকেমিক্যাল সরঞ্জামের মতো পুরু প্রস্থচ্ছেদের ঝালাই করা যন্ত্রাংশ ও সরঞ্জাম তৈরির জন্য উপযুক্ত।
৬.৩১৬এইচ স্টেইনলেস স্টিল। এটি ৩১৬ স্টেইনলেস স্টিলের অভ্যন্তরীণ শাখা, এতে কার্বনের ভর অনুপাত ০.০৪%-০.১০% থাকে এবং এর উচ্চ তাপমাত্রার কর্মক্ষমতা ৩১৬ স্টেইনলেস স্টিলের চেয়ে ভালো।
৭.৩১৭ স্টেইনলেস স্টিল। এর পিটিং ক্ষয় প্রতিরোধ ক্ষমতা এবং ক্রিপ প্রতিরোধ ক্ষমতা ৩১৬এল স্টেইনলেস স্টিলের চেয়ে ভালো এবং এটি পেট্রোকেমিক্যাল ও জৈব অ্যাসিড ক্ষয়-প্রতিরোধী সরঞ্জাম তৈরিতে ব্যবহৃত হয়।
৮.৩২১ স্টেইনলেস স্টিল। টাইটানিয়াম স্থিতিশীল অস্টেনিটিক স্টেইনলেস স্টিল, যাতে টাইটানিয়াম যোগ করে আন্তঃকণা ক্ষয় প্রতিরোধ ক্ষমতা উন্নত করা হয় এবং এর উচ্চ তাপমাত্রায় ভালো যান্ত্রিক বৈশিষ্ট্য রয়েছে, তাই এটি অতি-নিম্ন কার্বন অস্টেনিটিক স্টেইনলেস স্টিলের বিকল্প হিসেবে ব্যবহার করা যেতে পারে। উচ্চ তাপমাত্রা বা হাইড্রোজেন ক্ষয় প্রতিরোধ এবং অন্যান্য বিশেষ ক্ষেত্র ছাড়া সাধারণ পরিস্থিতিতে এটি ব্যবহারের সুপারিশ করা হয় না।
৯.৩৪৭ স্টেইনলেস স্টিল। নাইওবিয়াম-স্থিতিশীল অস্টেনিটিক স্টেইনলেস স্টিল, যাতে আন্তঃকণা ক্ষয় প্রতিরোধ ক্ষমতা উন্নত করার জন্য নাইওবিয়াম যোগ করা হয়। এটি ৩২১ স্টেইনলেস স্টিলের মতোই অ্যাসিড, ক্ষার, লবণ এবং অন্যান্য ক্ষয়কারী মাধ্যমে ক্ষয়রোধী এবং এর ঝালাই করার ক্ষমতা ভালো। এটি ক্ষয়রোধী উপাদান এবং তাপ-প্রতিরোধী ইস্পাত হিসাবে ব্যবহৃত হতে পারে, যা প্রধানত তাপবিদ্যুৎ এবং পেট্রোকেমিক্যাল ক্ষেত্রে ব্যবহৃত হয়। যেমন—কন্টেইনার, পাইপলাইন, হিট এক্সচেঞ্জার, শ্যাফট, শিল্প চুল্লির ফার্নেস টিউব এবং ফার্নেস টিউব থার্মোমিটার ইত্যাদি উৎপাদনে এটি ব্যবহৃত হয়।
১০.৯০৪এল স্টেইনলেস স্টিল। সুপার কমপ্লিট অস্টেনিটিক স্টেইনলেস স্টিল, যা ফিনল্যান্ডের অটো কেম্প দ্বারা উদ্ভাবিত একটি সুপার অস্টেনিটিক স্টেইনলেস স্টিল। এতে নিকেলের ভর ভগ্নাংশ ২৪% থেকে ২৬% এবং কার্বনের ভর ভগ্নাংশ ০.০২%-এর কম থাকে। এর ক্ষয় প্রতিরোধ ক্ষমতা চমৎকার এবং এটি সালফিউরিক, অ্যাসিটিক, ফরমিক এবং ফসফরিক অ্যাসিডের মতো অ-জারক অ্যাসিডে খুব ভালো ক্ষয় প্রতিরোধ করে। একই সাথে, এটিতে ফাটলজনিত ক্ষয় (crevice corrosion) এবং পীড়নজনিত ক্ষয় (stress corrosion) প্রতিরোধের ভালো বৈশিষ্ট্যও রয়েছে। এটি ৭০℃-এর নিচে বিভিন্ন ঘনত্বের সালফিউরিক অ্যাসিডের জন্য উপযুক্ত এবং সাধারণ চাপে যেকোনো ঘনত্ব ও তাপমাত্রায় অ্যাসিটিক অ্যাসিড এবং ফরমিক ও অ্যাসিটিক অ্যাসিডের মিশ্র অ্যাসিডের বিরুদ্ধে এর ভালো ক্ষয় প্রতিরোধ ক্ষমতা রয়েছে। মূল স্ট্যান্ডার্ড ASMESB-625 এটিকে নিকেল-ভিত্তিক সংকর ধাতু (nickel-based alloys) হিসেবে গণ্য করত, কিন্তু নতুন স্ট্যান্ডার্ড এটিকে স্টেইনলেস স্টিল হিসেবে স্বীকৃতি দিয়েছে। চীনে শুধুমাত্র আনুমানিক গ্রেড 015Cr19Ni26Mo5Cu2 স্টিল ব্যবহৃত হয়, তবে কিছু ইউরোপীয় যন্ত্র নির্মাতা তাদের মূল উপকরণ হিসেবে 904L স্টেইনলেস স্টিল ব্যবহার করে। যেমন, E+H-এর মাস ফ্লোমিটারের পরিমাপক টিউবে 904L স্টেইনলেস স্টিল ব্যবহার করা হয় এবং রোলেক্স ঘড়ির কেসেও 904L স্টেইনলেস স্টিল ব্যবহৃত হয়।
১১.৪৪০সি স্টেইনলেস স্টিল। মার্টেনসিটিক স্টেইনলেস স্টিল, হার্ডেনেবল স্টেইনলেস স্টিল, সর্বোচ্চ কাঠিন্যের স্টেইনলেস স্টিল, কাঠিন্য এইচআরসি৫৭। প্রধানত নজল, বিয়ারিং, ভালভ, ভালভ স্পুল, ভালভ সিট, স্লিভ, ভালভ স্টেম ইত্যাদি উৎপাদনে ব্যবহৃত হয়।
১২.১৭-৪পিএইচ স্টেইনলেস স্টিল। এটি মার্টেনসিটিক প্রেসিপিটেশন হার্ডেনিং স্টেইনলেস স্টিল, যার কাঠিন্য এইচআরসি৪৪। এর উচ্চ শক্তি, কাঠিন্য এবং ক্ষয় প্রতিরোধ ক্ষমতা রয়েছে এবং এটি ৩০০℃-এর বেশি তাপমাত্রায় ব্যবহার করা যায় না। বায়ুমণ্ডলীয় এবং লঘু অ্যাসিড বা লবণ উভয়ের প্রতিই এর ভালো ক্ষয় প্রতিরোধ ক্ষমতা রয়েছে এবং এর ক্ষয় প্রতিরোধ ক্ষমতা ৩০৪ ও ৪৩০ স্টেইনলেস স্টিলের সমান, যা অফশোর প্ল্যাটফর্ম, টারবাইন ব্লেড, স্পুল, সিট, স্লিভ এবং ভালভের স্টেম তৈরিতে ব্যবহৃত হয়।
ইন্সট্রুমেন্টেশন পেশায়, সাধারণ ব্যবহার এবং খরচের বিষয়গুলো বিবেচনা করে, প্রচলিত অস্টেনিটিক স্টেইনলেস স্টিল নির্বাচনের ক্রম হলো 304-304L-316-316L-317-321-347-904L। এর মধ্যে 317 তুলনামূলকভাবে কম ব্যবহৃত হয়, 321 ব্যবহারের সুপারিশ করা হয় না, 347 উচ্চ-তাপমাত্রার ক্ষয়রোধী হিসেবে ব্যবহৃত হয় এবং 904L শুধুমাত্র কিছু নির্দিষ্ট প্রস্তুতকারকের যন্ত্রাংশের ডিফল্ট উপাদান হিসেবে ব্যবহৃত হয়; ডিজাইনের ক্ষেত্রে সাধারণত 904L বেছে নেওয়া হয় না।
ইন্সট্রুমেন্টেশন ডিজাইন নির্বাচনের ক্ষেত্রে, সাধারণত বিভিন্ন পরিস্থিতিতে ইন্সট্রুমেন্টেশন সামগ্রী এবং পাইপের সামগ্রী ভিন্ন হয়ে থাকে। বিশেষ করে উচ্চ-তাপমাত্রার পরিস্থিতিতে, প্রসেস ইকুইপমেন্ট বা পাইপলাইনের ডিজাইন তাপমাত্রা এবং ডিজাইন চাপ পূরণের জন্য ইন্সট্রুমেন্টেশন সামগ্রী নির্বাচনে আমাদের অবশ্যই বিশেষ মনোযোগ দিতে হবে। উদাহরণস্বরূপ, উচ্চ-তাপমাত্রার ক্রোমিয়াম-মলিবডেনাম স্টিলের পাইপলাইনের জন্য যদি ইন্সট্রুমেন্টেশন হিসেবে স্টেইনলেস স্টিল বেছে নেওয়া হয়, তবে সমস্যা হওয়ার প্রবল সম্ভাবনা থাকে। সেক্ষেত্রে, আপনাকে অবশ্যই সংশ্লিষ্ট সামগ্রীর তাপমাত্রা ও চাপ পরিমাপক যন্ত্রের সাথে পরামর্শ করতে হবে।
যন্ত্রের নকশা নির্বাচনের ক্ষেত্রে প্রায়শই বিভিন্ন ধরনের সিস্টেম, সিরিজ, স্টেইনলেস স্টিলের গ্রেড দেখা যায়। এই নির্বাচন নির্দিষ্ট প্রসেস মিডিয়া, তাপমাত্রা, চাপ, পীড়িত অংশ, ক্ষয়কারিতা, খরচ এবং অন্যান্য দৃষ্টিকোণের উপর ভিত্তি করে করা উচিত।
পোস্ট করার সময়: ১১ অক্টোবর, ২০২৩